|
Zur
Startseite
Wegweiser
durch meine Homepage
Mein
Maintal
Hochstadtseite
Augenblicke
Durchgeblickt
Homopolitikus
Wochenendglossen
Meine
Bücher
Vermisst
Der
Untergang Ostpreußens
Von
Gumbinnen bis Balga
Spurensuche
Hermann Lohmann
Krieg
und Werbung
Graukopfsatiren
Pflegedrama
"Zuerst komme ich"
Das
Bauernopfer
Mein
Ruhestand
Mein
Garten
Meine
Modellautos
Kabarett
Mikrokosmos
Sonstiges
Irland
Die
Lupe
Was
ist Humor?
Zeitgeist
Heeresfliegerseite
Impressum
| |

|
|
Das
Leben schreibt Geschichten, die vermeintlich einmalig
sind...
|
Links
zu den Kapiteln
|
Vorwort
Die
nachfolgende Geschichte schildert einen Abschnitt meines Lebens. Das Leben eines
Menschen, der von seinem Vorgesetzten geopfert werden sollte, um dessen
Autorität zu retten. Sie schildert die Bewältigung der
existenzbedrohenden Situation und die Auswirkungen auf mein restliche
Berufsleben. Das "Bauernopfer"
war der letzte Ausweg des Vorgesetzten, der nur mäßige
Führungsqualitäten besaß, Autorität nicht überzeugend ausüben
konnte und dem nur noch fachliche Autorität auf einem kleinen Gebiet
geblieben war.
Einschätzung
am Ende meines Berufslebens
Es ist längst
kein Geheimnis mehr, dass weitaus mehr Betriebe durch das mittelmäßige
Talent der sie führenden Manager, als durch die
Fehlleistungen ihrer Mitarbeiter ruiniert werden.
Einige Führungskräfte üben sich darüber hinaus häufig in maßloser Selbstüberschätzung und Arroganz, die - gepaart mit
einem Schuss Menschenverachtung zu einer höllischen Mixtur wird.
Seit Jahren pflegen sie den Irrglauben, der Erfolg trage
ihre unverwechselbare Handschrift, während allerlei Gründe des Misserfolges in den Reihen der Belegschaft
zu suchen seien.
Irgendwann werden auch sie erkennen, dass positives unternehmerisches
Geschehen überwiegend der Gunst des Marktes und dem Geschick und
Können des mittleren Managements zu verdanken ist.
Die Maßnahmen der Führung entscheiden jedoch generell über Sekt oder
Selters!
Tag für Tag überschreiten Kräfte der mittlere Ebene Kompetenzen, um
den Begleitschaden der getroffenen Entscheidungen zu begrenzen, denn sie
haben für Führungsschwäche und falsche Entscheidungen ein feines Gespür.
Kläffer und Beißer ...
Seit geraumer Zeit befassen sich Unternehmen damit, das mittlere
Management zu reduzieren. Manche Unternehmen wollen gar die Ebene der
"Kläffer" und "Beißer", die als
"Lärmschicht" verschrieene Gruppe der "nicht direkt
wertschöpfenden mittleren Führungsebene", gänzlich eliminieren.
"Ebenen herausnehmen" heißt die Devise, "Schnittstellen
beseitigen" das Schlagwort, das zum Massenschluss zwischen Führung
und Basis und zur Freisetzung von Potentialen führen soll. Selbst die
vielgeächtete Fraternisierung mit unteren Ebenen wird enttabuisiert, um
im Sattel zu bleiben.
Man zieht verbrieftes akademisches Fachwissen gepaart mit Risikofreude
dem viel stärker benötigten Talent und Können vor. Das ist aber gerade in
anderen Ebenen der Hierarchie reichlich vorhanden. Die fehlende
Einsicht, dass gerade die Erfahrung der bewährten Fachkräfte
unbezahlbar, vielfach unersetzlich und im internationalen Wettbewerb
unverzichtbar ist, wird noch zur teuersten Erkenntnis vieler
Unternehmensleitungen werden. Wieder wird ein Heer von Unternehmensberatern
aktiv werden, weil die eigenen Führungskräfte nicht in der Lage sind,
die Potentiale zu erkennen und zu heben.
Führungsschwäche
Schwächen der Führungskräfte kommen allerdings meist erst in Zeiten
der Rezession so richtig zum Tragen. Dann werden sie zur akuten
Existenzbedrohung des Apparates und damit aller unmittelbar Betroffenen.
Als erste Maßnahme werden entsprechend des in Wirtschaft und Politik
herrschenden Zeitgeistes die Gürtel der Mitarbeiter enger geschnallt
und die Besten von ihnen schamlos ausgepresst.
Das Spiel mit der Existenzangst wird zur zersetzenden Ersatzmotivation
der Leistungsträger und zur klimavergiftenden Droge. Viele
Führungskräfte der zweiten Reihe und die Personalreferenten schlagen
in diesem verwerflichen Szenario selbst die unsozialsten Schinder um
Längen.
Die Belegschaft, die zur wirklichen Gesundung des erfolgsschlappen und
ertragsmüden Apparates beitragen könnte, wird damit vorschnell und vor dem Herausarbeiten von
Potentialen personell geschwächt, womit man den
Erfolg vor dem sicher oft notwendigen Personalabbau bereits verspielt
oder zumindest infrage stellt.
Kein ausgebooteter Mitarbeiter hat jemals sein Wissen in der Firma
gelassen. Wen wundert es, wenn aus diesem Grund Wissen abgebaut wird
oder gar zur Konkurrenz abwandert. Das Aufgeben traditionsreicher
Betätigungsfelder - eine besondere Antwort auf nicht beherrschte
Märkte oder Verfahren - führt horizontal und vertikal zum Verlust von
know how, das meist nicht mehr zu ersetzen ist. In den Strategiepapieren
werden diese Betätigungsfelder als "nicht mehr ins Gesamtkonzept
passend" beschrieben, jedoch seltsamerweise oft weiterhin vom
Wettbewerb mit Interesse und sogar profitabel betrieben.
Hinausgeekelte und die Rotationspfeifen
Eine weitere hilflose Spielart und ein Zeichen mangelnder
Selbstheilungskräfte ist das Ausgliedern oder das Outsourcen von
Teilbetrieben. Grotesk wird die Entscheidung, wenn man man sich dann
auch noch in die Hände derer begibt, die den bisherigen Misstand
verursacht oder getragen haben.
Solche und ähnliche Vorgänge müssten eigentlich schonungslos
analysiert werden. Stattdessen müssen meist die kritikfähigen
Mitarbeiter gehen und man verschwendet keine Gedanken an
Ursachenforschung und gar die Behebung der Missstände. Oft haben gerade
die geouteten oder gefeuerten Mitarbeiter ihre Leistungsfähigkeit unter
der momentanen Führung eingebüßt.
Die mittelmäßig qualifizierten und rigoros agierenden Führungskräfte
hätten dagegen erst gar nicht in Leitungsfunktionen beschäftigt werden
dürfen. Zum Zuge kommen die schwarzen Schafe dieses Personenkreises
jedoch immer wieder, weil viele Firmen ein in sich geschlossenes
Führungsmittelmaß pflegen, Führungskräfte mit Talent und Können dem
innerbetrieblichen Intrigenspiel preisgeben und Funktionsträger, die
den Erfolg gefährden, aus den Teileinheiten wegloben. So bleiben im
Laufe der Zeit eine beachtliche Anzahl an Rotationspfeifen übrig.
Eine besondere Variante des Umganges mit dem mittleren Management ist
das Ausbooten pflichtbewusster, leistungsfähiger, innovativer und
führungstechnisch unbequemer Mitarbeiter, die Schwachstellen aufdecken
und Konzepte zu deren Beseitigung erarbeiten.
Dieser Personengruppe
widme ich die schmerzlichen Erfahrungen, die ich machen musste.
Namen und Orte der Handlung sind aus gutem Grund
verändert, obwohl sich die hier beschriebenen Typen und Strukturen in
diesem, unserem Land überall und sogar in der Annahme gleichen, so
etwas könne unmöglich im eigenen Unternehmen geschehen sein oder
jemals geschehen.
|
|
Zum
Autor
Zum besseren Verständnis des
Geschilderten möchte ich meinen eigenen Werdegang kurz erläutern,
damit ein besserer Bezug zwischen Autor und Satire
hergestellt werden kann.
Beruflicher Werdegang
Ich wurde im Jahre 1944 geboren und als Einzelkind sehr streng und zum sparsamen
Menschen erzogen. Eine höhere Schulbildung scheiterte nicht an der
Intelligenz, sondern an der elitären Ausrichtung des traditionsreichen
Gymnasiums, zu dem ich offensichtlich nicht passte. So verlief mein
Werdegang etwas anders und ich begann 1958 sehr zum
Leidwesen meiner Eltern eine Ausbildung als Maschinenschlosser in einer
der damals führendsten und traditionsreichsten
Werkzeugmaschinenfabriken Europas, die in Frankfurt angesiedelt war.
Parallel zur Ausbildung absolvierte ich den zweiten Bildungsweg, den ich
mit der Technischen Fachschulreife abschloss. Das geplante
Ingenieurstudium scheiterte an meiner mangelnden Entschlusskraft bei der
Wahl der Fachrichtung.
Bereits Anfang der 60-er Jahre räumte man dem Beruf des Technischen
Kaufmannes große Chancen ein. Die Kombination zweier grundverschiedener
Berufe reizte mich und ich erlernte im gleichen Unternehmen den Beruf
des Industriekaufmannes. In der technischen Ausbildung hatte ich bereits
harte Ausbilder, doch während der kaufmännischen Ausbildung wurde ich
noch stärker gefordert. Die erfolgreiche vorzeitige Prüfung war
deshalb eine
reine Formsache.
Meine erste kaufmännisch-technische Funktion erfüllte ich im
Kundendienst, dem bei den verschleißintensiven Maschinen eine
außerordentliche Bedeutung zukam.
Meine berufliche Entwicklung wurde dann durch die Bundeswehrzeit
unterbrochen, die ich allerdings ebenfalls zur Weiterbildung nutzen
konnte.
Als Bordmechaniker einer Hubschrauberstaffel lernte ich Teamarbeit und
Teamgeist sehr
ausgeprägt kennen. Niemand würde sich ohne Vertrauen in die fachliche
Leistung und Zuverlässigkeit der gesamten Crew in die Luft begeben. Man
muss sich der gemeinsamen Sache unterordnen und sehr lange kämpfen, bis
man anerkannt und fest integriert wird. Die dort gesammelten Erfahrungen
bestimmen mein Handeln bis heute.
Erster Wechsel
Als ich 1967 in den Beruf zurückkehrte, war meine
Firma von einem amerikanischen Konzern übernommen worden. Nach
Auflösung der Produktionsstätte in Frankfurt wurde der Firmensitz nach
Düsseldorf verlegt und mein Arbeitsplatz ging verloren, weil ich zum
Wohnortwechsel nicht bereit war. Da ich dem
Maschinenbau treu bleiben wollte, nahm ich eine Stelle im Werkzeug- und
Maschinenhandel an. Innerhalb von vier Jahren erlernte ich noch einmal
praktisch von der Pike auf den Beruf des Groß- und
Einzelhandelskaufmannes, wobei ich erneut an besonders gute Lehrmeister
geriet.
Zweiter Wechsel
Ende 1969 erdrückte mich das allzu private Betriebsklima des
Familienbetriebes und ich wechselte zu dem Unternehmen, dem ich meine
weiteren beruflichen Erfahrungen verdanke. Als Mitarbeiter des
Zentraleinkaufes versuchte ich, meine Branchenkenntnisse optimal
umzusetzen, was auch zu den ersten Rahmenabkommen mit dem Werkzeughandel
führte. Dennoch füllte mich die rein administrative
Beschaffungsfunktion nicht aus und ich wechselte in eines der Werke des
Konzerns. Es erschien mir wichtig, wieder mit Metallverarbeitung zu tun
zu haben - wieder betriebliche Luft zu schnuppern. Mit der
technisch-kaufmännischen Bearbeitung des Bedarfes an Maschinen und
Anlagen fand ich endlich das für mich optimale Betätigungsfeld.
Die Abteilungsstruktur des Einkaufes und stark begrenzte Freiräume
hemmten meine freie Entfaltung und ich hielt Ausschau nach
interessanteren Betätigungsfeldern.
Dritter Wechsel
Im Jahr 1978 erhielt ich den Auftrag, die Einkaufsabteilung einer
Tochtergesellschaft am gleichen Standort aufzubauen. Es war eine äußerst interessante Aufgabe, eine neue Abteilung aus dem
Boden zu stampfen und Abläufe zu kreieren.
Zum damaligen Zeitpunkt organisierte man vielerorts Abteilungen extrem
arbeitsteilig, um in allen Funktionen leicht zu führende Strukturen, niedrige Einkommen der
Mitarbeiter und hohe Austauschbarkeit zu
ermöglichen. Das brachte jedoch Nachteile speziell in den Punkten
Kompetenz, Effizienz und Wirtschaftlichkeit. So kam für mich nur der
Aufbau einer Struktur infrage, bei der eine hohe
Wirtschaftlichkeit und Schlagkraft durch Selbstverantwortlichkeit, Teamgeist
und zeitgemäßen Arbeitsmitteln garantiert war. Mit der neuen Aufgabe
wuchs auch das zu beschaffende Spektrum der Materialien und
Dienstleistungen. Waren es bisher Investitionsgüter, so musste nun von
der Stecknadel bis zur Großinvestition alle Bedarfe des Betriebes beschafft werden.
Das erforderte umfangreiches Produkt- und Beschaffungswissen. Im Laufe
der Jahre konnte ich alle Wissenslücken weitestgehend schließen und
rundete das Versorgungssystem 1984 mit einem PC-Informationssystem ab,
das die Basis der bedarfsgerechten Versorgung des Unternehmens bildete.
Zum damaligen Zeitpunkt gab es in der Firma noch
regelrechte Großfürsten, die sich permanent und penetrant in
Einkaufsbelange einmischten. So litt die Tagesarbeit ständig unter
Störaktionen mit zersetzendem Charakter und unter dem innerbetrieblichem
Intrigenspiel.
Der indirekte Kampf der Ebenen über den Umweg des
Streites der Fachabteilungen untereinander kostete einerseits wertvolle Kraft,
erzeugte andererseits aber auch ein feines Gespür für Angriffsflächen
und setzte enorme Abwehrkräfte frei. Konkurrenz sollte
angeblich die Leistungsfähigkeit erhöhen. Solche Strategien blieben
für mich stets Krücken, die dem eigentlich erforderlichen Teamgeist zuwiderliefen.
Ich lernte es, Verbündete bereits im Vorfeld zu suchen und
Entscheidungen vorzubereiten und - was viel wichtiger war -
Konfliktstoff zu neutralisieren. Das ging jedoch intern und extern nur
mit kooperativen Gesprächspartnern. Terrierhaftes
"Dranbleiben" führte dabei oft zu großen Spannungen. Mein
direkter Vorgesetzter opferte meine Ideen meist in solchen Situationen für Ruhe an anderen Fronten.
Jahrelang kämpfte ich hart um die Gunst jeder Mitarbeiterin und jedes
Mitarbeiters der Firma, um ein für den Einkauf optimales Klima zu
schaffen. Im Laufe der Zeit durchliefen einige gute Kräfte die
Einkaufsabteilung. Diese Mitarbeiter arbeiteten im Team äußerst erfolgreich
und setzten meine Ideen im Einkauf und anschließend auch in ihren
heutigen Betätigungsfeldern gut um. Gegen Ende meiner
Einkaufstätigkeit konnte ich auf ein erfolgreiches Wirken und den
Aufbau eines guten Nachwuchses zurückblicken.
|
|
Die Firma
Ort des Geschehens ist
die Tochtergesellschaft eines Großkonzerns, die heute noch in anderer
Gesellschaftsform und unter anderem Namen auf dem Gebiet der
elektronischen Werkstoffe tätig ist.
Zweihundertzwanzig Mitarbeiter ordneten tagtäglich Kraft und Können dem Geschäftszweck
unter. Bemerkenswert ist, dass Frauen in der
Firmenleitung nicht vertreten waren.
Das Trampolin
Ein Dutzend Mitarbeiter bildeten die führungstechnische Zwischendecke,
die jeden Druck von oben und unten absorbierte. Nur wenigen
Führungskräften ist bewusst,
dass die Zwischendecke äußerst empfindlich reagiert und der
eigentliche Schlüssel zum Erfolg ist. Vergleicht man diese Decke mit
einem Trampolin, so stellt das Heer der direkt wertschöpfenden
Mitarbeiter das mehr oder weniger stabile Rahmengestell, das erwähnte
Dutzend das Sprungtuch und die oberste Führungscrew die
Springermannschaft dar. Das Motto "hoch und elegant springen und
gekonnt (auf)fallen" steht über dem täglichen Übungsprogramm,
das allzu oft in beiden Übungsteilen gründlich misslingt. Einer
kühnen Theorie folgend wurde die hier beschriebene Firma auch als
"real existierendes Unternehmensplanspiel des Konzerns"
angesehen - als kostendeckende Lehranstalt für den Führungsnachwuchs.
Eine gewisse Form der permanenten Krise war hierbei durchaus erwünscht,
hatte doch die Konzernmutter einen ständigen Bedarf an ausgebildeten
Krisenmanagern. Als Zulieferer der namhaftesten Elektronikkonzerne der
Welt bestanden für naturwissenschaftlich ausgebildete Jungakademiker
hervorragende Voraussetzungen, um nach einem unumgänglichen Kurzdurchlauf
durch Forschung und Entwicklung Erfahrungen zu sammeln. Als Lehrlinge
der Macht erlangen sie so wertvolle Erkenntnisse in Arbeitsmethodik,
Personalführung, Durchsetzungsvermögen, dem Aufbau von Strukturen
aller Art und der Präsentation von Erfolgen. Mit Interesse verfolgt das
namenlose Heer der Leistungsträger die kleinen Auszeichnungen für
eigentlich weniger erwähnenswerte Leistungen - und wenn es nur einer
der begehrten Firmenparkplätze ist. Eltern von Grundschülern werden
unweigerlich an die Vergabe bunter Abziehbildchen als Notenersatz
erinnert. Wen wundert es schon, dass diese Trampolinspringer nur allzu
oft zwischen die Spannfedern und Seile fallen!
Keine Angst - weder sie noch das Trampolin kamen dabei zu Schaden.
An der Kundenfront
Doch zurück zum Unternehmen. Es hatte einen Teil der von der
Konzernmutter produzierten Metalle in branchenüblicher Form zu
vermarkten. Für den weltweiten Vertrieb stand zwingend das
Auslandsvertriebsnetz des Konzerns zur Verfügung. Wie diese kunden- und
branchenspezifische Aufgabe bei einer so riesigen Palette personell vor
Ort erfolgreich bewältigt werden konnte, bleibt ein Rätsel. Das einem
Polypen mit nur wenigen Saugnäpfen je Fangarm gleichende Vertriebsnetz
fing sogar Plankton, aber nur dann, wenn sonstige fette Beute nicht in
Sicht war.
Flankiert wurden diese dürftigen Vertriebsaktivitäten von wertvollen
direkten und kostenintensiven Anwendungsberatungen, aber auch von völlig
unsinnigen Aktionen, welche mit blumigen Begründungen gerechtfertigt
werden. Hier standen manchmal nur die eigentlichen Reisen im Vordergrund,
denn eine Rentabilitätsberechnung hätte ergeben, dass die Reisekosten
oft das gesamte Jahresergebnis mit den Reisezielen aufzehrten. Es kam
nicht selten vor, dass sich ein aus einer Funktion scheidender Reisender
von Kunden verabschiedete und sich kurz darauf sein Nachfolger auf
gleiche Weise vorstellte, obwohl er damit einen eher negativen Einfluss
auf die ohnehin umsatzschwache Geschäftsbeziehung ausübte.
Unnötigerweise entstand der Eindruck, unser Unternehmen sei äußerst
leistungsfähig und scheine mit den Produkten überdurchschnittlich gut
zu verdienen.
Eine Herausforderung für jeden kundenseitigen Einkäufer!
Selbstverständlich sind diese kritischen Äußerungen gewaltig
überzeichnet, denn dahinter stand natürlich eine gewaltige
Strategie.... , die halt erst - wie so oft - erst in einigen Jahren greifen
sollte.... , wenn man den Besuchsberichten Glauben schenkte.
Betriebliches
Produziert wurde in Räumen, die vom Erdgeschoss bis zur 7. Etage in
nicht höhengleichen Stockwerken reichten. Ein infarktähnlicher
Materialfluss war die logische Folge. Alle vorgenommenen Optimierungen,
wie die Sanierung alter Gebäudeteile, waren sehr kostspielig und bedeuteten
im Endeffekt lediglich für die vermietende Teileinheit eine Ergebnisverbesserung. Im indirekten Sinn handelte es sich
um eine Gewinnvorababschöpfung.
Zahllose Versuche, den Materialfluss zu verändern blieben kosmetische Aktionen, die unrentabel waren und hohe Summen verschlangen.
Technische Ausrüstung und Personalausstattung der kleinen wendigen
Einheit boten die besten Voraussetzungen, fast jede Aufgabenstellung der
Branche zu lösen.
Die bürotechnische Ausstattung von Einkauf und Verkauf entsprach dem
Stand der Technik, wurde jedoch nicht optimal
genutzt. An Ausrüstung hat es nie gemangelt, wohl aber am intelligenten
Einsatz. Der Besitz einer Badewanne wird halt erst durch deren Gebrauch zur
Kultur.
Umgang mit dem Personal
Eine Firma ist grundsätzlich so gut, wie ihre wirtschaftliche Basis,
der Leistungsfähigkeit der Mitarbeiter und deren Motivation. Letzteres
war ein Schwachpunkt, denn die Pflege der Mitarbeiter wurde
sträflich vernachlässigt. Das lag zum Teil daran, dass die personelle
Betreuung durch die Konzernmutter unter dem typischen Stil einer
dienstleistenden Verwaltungstätigkeit litt. Weder das im Prinzip gute
Beurteilungsverfahren, noch die direkte Beobachtung der Leistung der
Mitarbeiter führten zu einer gerechten Anerkennung guter Leistungen -
geschweige denn zu einer leistungsgerechten Bezahlung.
Personalpressing war angesagt und führte zu messbaren Erfolgen der
Personalabteilung. Die negativen Auswirkung auf die Leistung der
Mitarbeiter verbesserten die Erträge langfristig natürlich nicht.
Unternehmensleitlinien, mit der sich viele Unternehmen stolz schmücken, sind
nur Makulatur.
Führung
Kontinuität in der Geschäftsführung und deren Führungstätigkeit
sind normalerweise ein weiterer Erfolgsfaktor einer Firma. Der wegweisenden preußisch-strengen
Aufbauarbeit des ersten Geschäftsführers folgten in schneller Folge 7 Geschäftsführer in nur 11 Jahren. Einige beschränkten sich
auf die reine Verwaltung des Firmengeschehens, andere ließen die
Leistungsträger mit liberalem Führungsstil zur Entfaltung kommen, ein
Geschäftsführer veränderte gar alles um 360 Grad, um sich
anschließend mit dem fettesten Produkt aus dem Staub zu machen. Der
vorletzte Geschäftsführer, ein ausgesprochener Kaufmann, verließ das
Schiff, als er das Leck im Rumpf entdeckte und nur geringe
Reparaturchancen diagnostizierte. Er war es auch, der mir riet, meine
einkäuferische Tätigkeit nicht gegen die Tätigkeit einzutauschen, die
mein Leben so verändern sollte. Ich hätte die Hinweise ernst nehmen
sollen - auch die Zweifel an der Konfliktfähigkeit der Personengruppe -
mit der ich mich einlassen wollte. Die bereits bevorstehende Auflösung
unserer Teileinheit und die Konsequenzen bei der Wiedereingliederung vor
Augen, hätte die eindringliche Warnung von mir verstanden werden
müssen - leider nicht!!!
Zwei Dinge kommen im Leben nie zurück:
Das gesprochene Wort und die verpasste Gelegenheit.
|
|
Auf - zu neuen Ufern
Bis zum Beginn der
geschilderten Ereignisse hatte ich mich fast 24 Jahre lang dem Metier
EINKAUF verschrieben und war seit Jahren als Einkaufsleiter erfolgreich
tätig. Mein berufliches Vorwärtskommen hatte ich stets meiner
Tätigkeit und den Interessen des Unternehmens untergeordnet. Die Freude
am Beruf, den ich nach wie vor als Berufung ansehe, sowie der positive
persönliche Leistungsvergleich mit den Einkäufern des Konzerns gaben
mir die Zufriedenheit und die Kraft, immer neue Spitzenleistungen zu
bringen. Im Unternehmen hatte ich jeden Spielraum, den ich für meine
Arbeit benötigte, auch wenn es an der beruflichen Förderung und an der
Unterstützung meines Vorgesetzten in Ausnahmesituationen mangelte.
Solange im Einkauf alles optimal lief und mein direkter Vorgesetzter
nicht unter Beschuss stand, hatte ich Handlungsfreiheit.
Meine besondere Aufmerksamkeit galt der Ausbildung guten
Einkäufernachwuchses, da diese Spezies nur herangezogen werden kann,
wenn man geeignete Personen (auf 10 brauchbare Verkäufer kommt nur ein
talentierter Einkäufer) findet und deren Talente gezielt fördert. Ich
tat dies in der Art, in der ich es selbst erlernt hatte - durch
beispielhaftes Vorleben von Partnerschaft im Geschäft sowie dem
Gewähren und Nutzen von Freiräumen, die nur einem Ziel galten, der
ganzheitlichen Kostensenkung und gleichzeitigen Stärkung der
Leistungsfähigkeit aller Partner.
Kurz gesagt - ich gab meine ganze Erfahrung und das Wissen einer
langfristig erfolgreichen Einkaufstätigkeit uneingeschränkt weiter.
Während dieser Phase meines Schaffens litt ich zunehmend unter dem
mangelnden Einfluss auf das Geschehen in Vertrieb und Produktion. Es
stellte mich schon lange nicht mehr zufrieden, dass
überdurchschnittliche Einkaufserfolge nur unwesentlich zur
Ergebnisverbesserung beitrugen. All zu oft stieß ich auf Misswirtschaft
im Umgang mit Materialien und Fertigungskapazitäten sowie auf
offensichtlich völlig desolate Verkaufspreise. Da diese Preise vermehrt
Großaufträge betrafen und der Vertrieb nur Umsatzdenken praktizierte,
verglich ich die Taktik des Vertriebes mit dem Manöver eines Schiffes,
das mit einem großen Loch im Bug stetig die Geschwindigkeit erhöht, um
schneller ans rettende Ufer zu kommen.
Derart schwache Leistungen ließen allmählich den Wunsch reifen, den
Einkauf zu verlassen und - wenn möglich - selbst das Loch im Bug zu
schließen. Zu diesem Zeitpunkt galt auf der Brücke des
Unternehmensschiffes die Devise "Ergebnisverbesserung um jeden
Preis" und man warf bildlich gesprochen "personellen
Ballast" über Bord, um den Auftrieb zu erhöhen. Damit
beschränkte man allerdings auch die Zuladekapazität, denn ein
stärkerer Auftragseingang drückte zwangsläufig das Leck wieder unter
die Wasserlinie. Der sinnvolle Umgang mit Fertigungskapazitäten und
ein sparsamer Einsatz von Material gepaart mit striktem Ertragsdenken
war angesagt und ich hätte mich gern dieser Aufgabe gestellt - nur -
ich konnte meinen Platz im Einkauf nicht verlassen.
Die Chance
Nachdem ich eine junge Nachwuchs-Einkäuferin soweit gezielt aufgebaut
hatte, dass sie zumindest den Einkauf selbstverantwortlich übernehmen
konnte, bot sich für mich innerhalb des Unternehmens die Gelegenheit zu
einem Wechsel.
Inzwischen hatte sich der Umsatz infolge des Wegfalls eines Vertretungsprogramms und einer bedeutenden Artikelgruppe
fast halbiert. Die Rezession und Preiszugeständnisse des Vertriebes
zeigten eine verheerende Wirkung. Nicht nur das Einkaufsvolumen
reduzierte sich um fast 40 Prozent. In der Produktion versuchte man, mit
einem weiteren personellen Aderlass sowie organisatorischen
Veränderungen gegenzusteuern. Mit einer Auftragsdurchlaufsimulation
sollte zumindest die Termintreue verbessert werden.
Zu diesem Zweck wurde ein Auftragszentrum geplant, dem die
Materialwirtschaft und die Arbeitsvorbereitung zugeordnet werden
sollte. Es galt, nun endlich die Erträge zu steigern! Allerdings fehlte
ein geeigneter Kandidat. Die bisherigen Betreuer der AV und des
Simulationsprogramms schieden für diese Aufgabe aus - die Zeit
drängte.
Das war die Aufgabe, die mich reizte!
Der Übergang
Die Vorgespräche stellten mich zufrieden und es stand
fest, dass meine Aufgabe der wirtschaftliche und ertragreiche Umgang mit Materialien,
Personal- und Maschinenkapazitäten sein würde.
Der Übergang innerhalb des Einkaufes vollzog sich wie erwartet
reibungslos und die bereits erwähnte Nachwuchs-Einkäuferin konnte sich
mit Recht die jüngste Einkaufsleiterin des Konzerns nennen. Rein
buchhalterisch wurde ich fortan unter der Kostenstelle 7420 als
"Leiter Auftragszentrum" geführt. Die Versetzung war von der
Zusage begleitet, dass die Bezüge nach erfolgreicher Einarbeitung,
frühestens jedoch nach 6 Monaten, angemessen angepasst werden. Eine
Stellenbeschreibung für den neuen Aufgabenbereich sowie eine
schriftlich fixierte Abgrenzung innerhalb der Führungsebene existierte
nicht, was mich damals noch nicht beunruhigte. Es existierte eine zum
Leitfaden erhobene "acs-Philosophie" und ein
Sanierungskonzept. Ich hatte eine Chance, Freiräume und eine
unglaubliche Motivation, die mich beflügelte und ich dachte nur noch
nach vorne. Was konnte mir da noch passieren?
Die folgenden Monate sollten mich eines Besseren belehren!
|
|
Änderung der Organisation
Zum besseren Verständnis der
Vorgänge ist ein Einblick in die Organisationsstruktur und die
Zuständigkeiten unerlässlich.
Änderungen in der Unterstruktur waren unausweichlich, wollte man die
wirkungsvolle Umsetzung des Auftragsbestandes und eine deutliche
Ertragssteigerung erreichen.
Während ursprünglich beim Massenschluss zwischen Vertrieb und
Produktion eine technisch-wirtschaftliche Umsetzung des
Auftragsbestandes ausblieb, sollte die neue Struktur gerade diese Art
der Umsetzung ermöglichen. Zur vornehmlichen Aufgabe des
Auftragszentrums sollte es gehören, die Prioritäten des Vertriebes zu
filtern und wirtschaftlich umzusetzen.
Nicht alle der Betroffenen teilten diese Einsicht und versuchten, eine
dominierende Funktion genau zwischen Vertrieb und Produktion zu verhindern.
Mit der Einrichtung des Auftragszentrums änderte sich die Organisationsstruktur.
|
|
Das Führungs-Team
Als Team bezeichnet man eine Gruppe von Fachkräften,
welche unter Ausnutzung der zur Verfügung stehenden Ressourcen -
vorzugsweise der Stärken jedes einzelnen Teammitgliedes - gemeinsam an
der Lösung von Aufgaben arbeitet.
Wichtigste Voraussetzung für ein erfolgreiches Team ist ein
talentierter Teammoderator, der effektiv mit den Stärken und äußerst
geschickt mit den Schwächen der Teammitglieder umzugehen versteht. Er
muss gekonnt für den zielgerichteten Ausgleich der Stärken,
Schwächen, Ängste und Temperamente sorgen. Dabei müssen die
Kompetenz-, Akzeptanz- und Profilierungsprobleme stets so ausgeglichen
werden, dass sie dem gemeinsamen Ziel nicht schaden.
Teamleader
Sicher keine
leichte Aufgabe für einen Mann, der so wenig Glück bei der Auswahl
seines Führungsteams hatte, wie Dr. Freund. Genau dieses Glück muss
man aber haben, wenn man bei der Auswahl von Führungskräften primär
auf persönliche Autoritätsprobleme achteten muss und glaubt, innerhalb
des eigenen Fachspektrums über dem Wissensstand eines jeden
Ressortleiters stehen zu müssen.
Bei einem technisch vorgebildeten Teamleader steht die
Ansicht im Vordergrund, Schwächen der technischen Ressortleiter
jederzeit persönlich ausgleichen zu können. Nebulöser muss bei einem
Techniker oder Naturwissenschaftler allerdings das Auswahlverfahren
für kaufmännisch und kaufmännisch-technisch tätige Positionen
ablaufen. Es ist ja hinlänglich bekannt, dass jeder akademisch
vorgebildete Mitarbeiter so einfache Dinge, wie Einkaufen, Verkaufen
sowie logistische und materialwirtschaftliche Abläufe - weil logisch -
jederzeit zu beherrschen glaubt.
Wie gravierend dies sein kann, möchte ich an einem Beispiel
erläutern.
Wenn ein ausschließlich technisch vorgebildeter
Leiter eines Werkes, einer Teileinheit oder auch nur eines
Geschäftsgebietes persönlich weltweit in Verkaufsmissionen unterwegs
ist, muss das entweder mit unbefriedigenden Leistungen des
Verkaufsleiters und dessen Mannschaft, mit eigenen, wesentlich besseren
Verbindungen, mit vermeintlich größerem Verhandlungsgeschick oder
lediglich mit bisher unerfüllten Reisewünschen zusammenhängen. Wenn
sich dann Erkenntnisse aus diesen Reisen prompt in Strategiepapieren mit
dem Hinweis wiederfinden, dass sich die erforderlichen Bemühungen
frühestens in zwei bis drei Jahren auszahlen werden, überkommen den
ertragsdenkenden Kaufmann leise Zweifel gegenüber diesen meist
uneffizienten, ja beinahe unrentablen Missionen.
Welche Führungskraft hat sich jemals ernsthaft Gedanken über die eigene Wirkung und das Licht der Mission auf talentierte, geschulte
Einkäufer gemacht? Wer hat jemals die Rentabilität bzw. den
vertretbaren Aufwand für solch schleppende Bemühungen nachgerechnet?
Die Devise, "Ich kümmere mich um diese wichtige Angelegenheit
lieber selbst, damit ich beruhigt sein kann und mir der Vorwurf erspart
bleibt, ich hätte mich nicht persönlich um Zukunftsmärkte
gekümmert", ist Ausdruck einer tief empfundenen fachlichen
Inkompetenz gegenüber Teammitgliedern bis hin zum heimlichen
Eingeständnis personeller Fehlbesetzungen.
Die Unart, permanent Projekte, wichtige Kunden oder deren Bedarfsfälle,
Produktionsmethoden und viele andere Dinge mehr zur Chefsache zu
erklären, weisen in die gleiche Richtung.
Auf der anderen Seite ist es vor diesem Hintergrund beinahe ein
grotesker Entschluss, einen nur lückenhaft mit der kundenspezifischen
Technologie und Metallurgie vertrauten Produktionsleiter in ihm völlig
fremde Sprach- und Kulturkreise zu entsenden. Wer löten will, braucht
Anwendungsberatung, jedoch weniger einen Gesprächspartner, der mit der
Stanztechnik von Lotformteilen vertraut ist. Die wahren Gründe für
einen derartigen Reiseauftrag müssen anderer Natur sein und blieben das
Geheimnis unseres Teamleaders, der Ihnen in der nachfolgenden
authentischen Schilderung der Ereignisse als Dr. Freund immer
vertrauter werden wird.
Es sei mir noch der Hinweis auf die ihn umgebende Aura gestattet. Es
handelt sich hier um den intellektuellen Junggesellentyp Mitte Fünfzig
mit satirisch-listiger bis zynisch-hinterlistiger Art, der mutlos
wirkt ohne feige zu sein, der meistens systematisch-unverbindlich
bleibt, aber die sich den Mitarbeitern öffnenden Freiräume im
unpassendsten Moment beschneidet, der Vertraulichkeit erzeugt, ohne der
daraus erwachsenden Erwartung gerecht zu werden und der Kläffer
braucht, um im passenden Moment selbst zu beißen. Es fällt auf, dass
sein Name in letzter Konsequenz im Widerspruch zu seiner Art und
Ausstrahlung steht.
Der Vertriebsleiter
Kommen wir zum nächsten Teammitglied,
der
"Diva" der Führungsmannschaft, dem Vertriebsleiter Heger.
Sein Werdegang steht für Sinn und Unsinn der Förderprogramme großer
Unternehmen.
Nach einer kaufmännischen Lehre und einem kurzen Gastspiel in einer
Einkaufsabteilung des Konzerns zog es ihn für etliche Jahre nach
Südafrika, um in der dortigen Vertretung kundenbetreuerisch tätig zu
sein.
Anschließend wechselte er nach Japan, wo ihn Dr. Freund
"entdeckte" und verpflichtete. Eineinhalb Jahrzehnte genoss er
als Kundenbetreuer und Kontaktperson fast aller Konzern- und
Beteiligungsgesellschaften die große Distanz zu den
Produktionsstätten, um fern vom Druck der Tagesnotwendigkeiten und des Ertragsdenkens Prioritäten
ausschließlich für seine Klientel zu
setzen. Fehlendes unternehmerisches Talent und mangelndes Gespür für das maximal
Machbare prägten Leistung und Können. Als ich damals erfuhr, dass
Heger Verkaufsleiter werden sollte, teilte ich unserem Teamleader sofort
meine
Bedenken mit. Damals wurden meine Bedenken aber als Unkenrufe
abgetan, da meine Einschätzung der Person Hegers auf Zeiträumen
aufbaute, die fast 15 Jahre zurücklagen.
Wie sehr sollte ich aber recht behalten!
Während der 4 Jahre seines Wirkens überdeckte er mangelndes Können
und Talent mit weltmännisch vorgetragener Arroganz. Es störte ihn nie,
dass wichtige Mess- und Steuergrößen wie Auftragsbestand,
Auftragseingang und Umsatz nicht miteinander korrespondierten und er
gab sich stets mit einer Pseudo-Datentransparenz zufrieden. Freie
Produktionskapazitäten ideenreich auszulasten hätte
Fertigungskenntnisse und eine fundamentierte Ausbildung erfordert.
Innovativ und kreativ, ja ein Antriebsmotor für die Entwicklung und den
Ausbau des Geschäftes war er nie und er scheute sich nicht, Gebiete,
auf denen er erfolglos war, für tot zu erklären.
Heger´s menschliche Ausstrahlung entsprach der eines Oberkellners, und
sein Nutzen für das Unternehmen war sehr begrenzt.
Bei vielen Kunden, speziell bei den Einkäufern, hinterließ er den
Eindruck des "Mannes mit der Angst des Tormannes vor dem
Elfmeter". Er galt unter Einkäufern als argumentativ gut formbar.
Ertragsdenken verursachte bei ihm Unwohlsein und für die Aktivitäten,
die er hätte auslösen müssen, fehlte ihm Können, Talent und
Ideenreichtum. Er war permanent überfordert. Smalltalk in allen
Lebenslagen gepaart mit weitgereistem Businesskauderwelsch machen halt
aus einem Kundenbetreuer noch lange keinen Verkaufsleiter!
Der Produktionsleiter
Produktionsleiter Kaiser, der mit großer
Fachkompetenz auf einem winzigen Detailgebiet des Produktspektrums
ausgestattet war, hatte anscheinend nach Meinung der
Unternehmensführung alle wichtige Eigenschaften für diese Position.
Rigoroses, kompromissloses und unsoziales Vorgehen auf allen Gebieten
war sein Markenzeichen. Er war der Typ, der aus jeder Situation Kapital
schlug und eigene Schwächen mit autoritärem Gehabe und
erschreckender Brutalität gegenüber der Mannschaft überdeckte. Für
den Teamleiter war er eindeutig der Mann für´s Grobe, dessen fachliche
Mängel im Gegenzug von ihm höchstpersönlich ausgeglichen wurden. Dass
Kaiser dies nicht störte, bewies in meinen Augen seine
Charakterschwäche und eine bedenkliche Persönlichkeitsstruktur. Die
Gewaltherrschaft übten die Meister und Vorarbeiter aus, ohne die die
Mannschaft nicht unter der Knute zu halten wäre.
Leiter der Entwicklung
Wohltuend ehrlich und anständig nahm sich dagegen Dr.
Wanderer, der Leiter der Entwicklung aus. Er selbst sah sich mehr als
Fertigungsoptimierer und technischer Kundenberater, denn - entwickelt
wurde seit Jahren fast nichts mehr und in der Fertigung musste fehlendes
metallurgisches und verformungstechnisches Basiswissen adaptiert werden.
Das Arbeitsgebiet unseres Unternehmens war damals kundenseitig nie in hochkarätige Produktentwicklungen eingebunden und befand sich stets in
der unbefriedigenden Situation, bereits bestehende Qualitäten nachahmen
zu müssen, ohne die tatsächlichen technischen Anforderungen zu kennen.
Dr. Wanderer bewegte sich in diesem Spannungsfeld sehr neutral und wich
allen Angriffen geschickt aus, indem er die unvermeidlichen Konflikte
thematisch versachlichte.
Seine besondere Vorliebe galt dem Aufbau eines Datennetzes und der
Verbesserung der Information aller Bereiche. Er stützte sich dabei auf
einige wenige PC-Freaks, die seit Jahren an der Behebung der
gravierenden Informationsmängel und der Beschleunigung der
Antwortzeiten arbeiteten.
Leiter der Qualitätssicherung
Das Teammitglied der Runde, das mit dem größten Teamgeist ausgestattet
war, war der Leiter der Qualitätssicherung, Ingenieur Winter. In hohem
Maße mit Pflichtbewusstsein, Leistungsbereitschaft, Korrektheit und
Kompromissbereitschaft ausgestattet gelang es ihm, sachlich und
emotionslos zu regeln, zu kontrollieren, zu korrigieren und damit zu
verbessern. Dass er hierbei oft dem Team persönliche Empfindungen und
Bedürfnisse unterordnete, wurde von einem Teil des Teams als Schwäche
ausgelegt und meist rigoros ausgenutzt. Im Bestreben, Kosten für
fehlerhafte Einheiten zu senken und die Qualität der Produkte abseits
der Teamarbeit zu stabilisieren war er ein sehr wichtiger Faktor. Leider
verstand es Winter nicht, Erfolge so zu präsentieren, dass sie allen
Teammitgliedern bewusst waren. Möglicherweise fürchtete er den rauen Gegenwind aus der Produktion, wenn man sich dort seines
Erfolgsrezeptes bewusst werden würde.
Leiter des Auftragszentrums
Meine Person erwähne ich nur wegen der Vollständigkeit. Wie eingangs
schon erwähnt, oblag mir die Leitung des Auftragszentrums und ich sah
mich als das wohl schwierigste und selbstkritischste Teammitglied an,
das überzeugen wollte ohne Wenn und Aber.
|
|
Die Analyse
Während des ganzen Oktobers
war ich noch in die Jahresabschlussarbeiten eingebunden, da die
Materialwirtschaft weiterhin zu meinen Aufgaben gehörte. So verschob
sich der Startpunkt meiner Mission um einen Monat, der mir bei der
Bilanz der Fortschritte später noch fehlen sollte.
Zunächst musste eine einrichtungstechnisch
funktionale und arbeitstechnisch sinnvolle Ausstattung beschafft werden.
Hiermit hatte ich die wenigsten Probleme, schließlich gehörte das
ja viele Jahre lang zu meinen Aufgaben. Etwas problematischer war die
personelle Ausstattung, die auf einigen Positionen eher eine Erblast,
als eine Wunschmannschaft war. Meine Tätigkeit begann mit der
Bestandsaufnahme in der Arbeitsvorbereitung und dem operativen Teil der
Materialwirtschaft.
Der Ausdruck "Erblast" mag hart klingen und bedarf einiger
Erklärungen. Als das personelle Paket für das Auftragszentrum
geschnürt wurde, war meine Grundbedingung, mich in einer Ebene mit der
Vertriebs- und Produktionsleitung zu befinden.
Ursprünglich sollte das Auftragszentrum dem Produktionsleiter
unterstellt sein. Es gelang mir jedoch, die Notwendigkeit einer
unabhängigen Pufferfunktion zur Umsetzung logistisch-wirtschaftlicher
Abläufe zu verdeutlichen. Dr. Freund sah diese Funktion ebenfalls als
Schlüssel zum Erfolg an. Der Produktionsleiter bewies erstmals, dass er
die Chance nicht erkannt hatte, als er für meine Aufgabe ein
personelles Paket mit seiner Einschätzung nach innerlich gekündigten,
leistungsschwachen, konservativen und unbequemen Mitarbeitern schnürte.
Im Hinblick auf meine bekannt fortschrittliche und vornehmlich
datengestützte Arbeitsweise wahrlich eine Erblast. Doch hier sollte
ich noch erstaunliche Erneuerungen und Leistungssteigerungen erleben. Bereits nach kurzer Zeit erkannte ich das Ausmaß der
Desorganisation und den Mangel an Basisdaten für eine
ertragsorientierte, zielgerichtete Umsetzung der vorgegebenen Strategie
und der pauschal gesetzten Ziele.
Darüber hinaus ermittelte ich ohne große Schwierigkeiten die
Grundfehler im Aufbau der Auftragsdurchlaufsimulation, die auch nach
2-jähriger Praxis keinen akzeptablen Gebrauchswert hatte. Der Aufbau
vernetzter Informationsstrukturen auf Datenbankbasis zur Bewältigung
der anspruchsvollen und vielschichtigen Aufgabenstellung erschien mir
ebenso zwingend geboten, wie das Einrichten einer EDV-gestützten
Disposition. Diesen Arbeiten gab ich absoluten Vorrang, da der Misserfolg bei Fortsetzung der bisherigen Arbeitsweise vorprogrammiert
gewesen wäre. Ähnlich war es um die Auftragsdurchlaufsimulation
bestellt. Es berührte mich sehr negativ, dass mein direktester
Mitarbeiter bis zu diesem Zeitpunkt täglich nach fast dreistündiger
Pflege der Simulationsdaten ein völlig unbefriedigendes Ergebnis in Form
einer falschen und nicht einmal im Ansatz brauchbaren Aussage kritiklos
und mit einem Achselzucken hinnahm.
Die EDV-Daten des Vertriebes und der Auftragsbearbeitung, welche als
Planungshilfsmittel unersetzlich sind, befanden sich ebenfalls in einem
völlig desolaten Zustand und entsprachen auswertetechnisch bestenfalls
Textverarbeitungsansprüchen.
Auswerteprogramme über den Listgenerator lähmten die EDV-Anlage zu den
Hauptbelastungszeiten. Es bestand der dringende Bedarf, die EDV-Daten
PC-technisch aufzubereiten, um effizientere Auswertungen bei
gleichzeitiger Entlastung der EDV-Anlage zu ermöglichen.
Bei näherer Untersuchung der termingerechten und wirtschaftlichen
Umsetzung von Auftragsverpflichtungen erkannte ich schnell den
Eigensteuerungscharakter der Produktion, welche sich nicht an der
Auftragsplanung, sondern meistens an einem von der Führung losgelösten
pseudo-unternehmerischen Prioritätsdenken orientierte.
Mit dem Aufbrechen dieser verkrusteten Strukturen, die jeden Erfolg
verhinderten, begann die Konfrontation und der offene Widerstand der
Produktion und letztendlich der Arbeitsgebietsleitung.
Verbesserungen bedeuten Veränderungen und auf Veränderungen reagierten
einige der Betroffenen natur- gemäß ablehnend. Handelte es sich um
Korrekturen erst kürzlich, jedoch unzureichend durchgeführter
Optimierungen, führte dies generell zu Prestigeduellen.
Für ein Arrangement mit den bisher wenig erfolgreichen Initiatoren des
Widerstandes gab es stets einen zu engen, für mich nicht akzeptablen
Spielraum. Es ist eine Frage der Intelligenz, wie lange man die Position
des ideenlosen Verhinderers hält und den Widerstand organisiert. Ich
genoss bis zu einem gewissen Grad das aus heutiger Sicht fragwürdige
Wohlwollen meines Vorgesetzten, der mich als analytisch denkenden und
konsequent vorgehenden Pragmatiker schätzte. Jeder hätte erwartet, dass den dringend gebotenen Verbesserungen jede Unterstützung seitens
der Führung gegolten hätte - das Gegenteil war der Fall! Stets wurde
Dr. Freund ins Boot der Verhinderer gezogen, da er die von mir
aufgedeckten Potentiale meist selbst federführend geschaffen hatte oder
die Missstände kritiklos mittrug. Die Verhinderer konnten ihm immer
wieder einreden, seine Autorität und Kompetenz sei gefährdet. So kann
ich nach Analyse der Ausgangssituation und der Erfahrungen der ersten
vier Wochen mit der Feststellung abschließen, dass ich völlig
alleingestellt operieren, überzeugen, verändern und Personal sowie
Abläufe neu aufbauen musste.
|
|
Der Übergang
Der 1. Oktober wäre mein
erster Arbeitstag im neuen Job gewesen, wenn da nicht der Jahresabschluss und die fehlenden neuen Möbel gewesen wären.
Das seit einiger Zeit etwas gespannte Verhältnis zu meiner
Einkaufsmannschaft wurde jetzt noch etwas angespannter, weil ich mein
Büro nicht räumte. Schließlich trappelte meine Nachfolgerin bereits
beträchtlich mit den Hufen und konnte es gar nicht erwarten, das
Geschehen an sich zu reißen. Mit großer Ruhe und Gelassenheit leitete
ich die Aufgaben und Zuständigkeiten in dem Maße über, in dem ich
auch in die neue Funktion wechselte. In den drei Wochen der Überleitung
musste ich zu meinem größten Erstaunen feststellen, dass es mir leicht
fiel, mich von meiner bisherigen Funktion zu trennen - ja, dass eine
große Last von meinen Schultern abzugleiten schien.
Die Abnabelung
Es lag an den Frauen, die mir über ein Jahr lang den Nerv mit
Reizthemen geraubt hatten, dass ich leichten Herzens ging. Besonders
mein Zögling, den ich so lange aufgebaut hatte, entwickelte sich
menschlich sehr bedenklich und neigte verstärkt zu profilneurotischen
Reaktionen. So betrieb sie als Gruppenleiterin die Vertreibung meiner
ältesten Mitarbeiterin. Da diese sich wegen der Bevorzugung meines
Zöglinges zurückgesetzt fühlte, nutzte sie das natürliche
Spannungsfeld während des Aufbaues meiner Nachfolgerin aus und
gleichzeitig deren jugendliche Naivität, um mich gegen meinen Zögling
aufzubringen. So inszenierte sie Konflikte und stellte Fallen, die auch
prompt zuschlugen. Selbst das Einschalten des Betriebsrates wegen
vermeintlich zu großen Leistungsdruckes war für sie kein Tabu. Alle
Aktionen mündeten in eine allmähliche Entfremdung und in eine
Lernblockade. Irgendwann glaubte dann das Ei, schlauer als das Huhn zu
sein. Es stieg in mir der Wunsch auf, meiner Nachfolgerin mögen später
all die Schwierigkeiten widerfahren, die sie mir im letzten Jahr unseres
direkten Zusammenarbeitens bereitet hatte. Auf diese Art fiel mir die
Abnabelung wesentlich leichter.
Narrenhände oder Bösewichter hatten bereits am 1. Oktober mein
Namensschild von der Tür entfernt, was in mir ein Gefühl tiefen
Unbehagens auslöste. War man insgeheim froh, mich möglichst bald los
zu sein?
Bis heute habe ich auf diese Frage keine plausible Antwort erhalten!
Denklabor
Ende Oktober waren die Möbel endlich da und die Maler
hatten mein neues Büro hergerichtet. Nun ging die Sache schnell.
Innerhalb von zwei Tagen hatte ich mein neues Büro bezogen. Die
vorhandene Schrankwand, die mir zur Verfügung stand, wusch ich
gründlich aus, damit ich das Gefühl neuer Möbel und damit eigentlich
eines neuen und in jeder Beziehung sauberen Anfanges hatte.
Das Auftragszentrum bestand aus einer verketteten
Schreibtischkombination für zwei Personen mit PC-Arbeitsplätzen, einem
Druckertisch sowie einer Besprechungsecke für 6 Personen, welche durch
einen niedrigen verglasten Raumteiler abgetrennt war. Es herrschten die
Farben Hellgrau und Eiche natur vor, welche mit sehr vielen Pflanzen und
Bildern kombiniert eine gepflegte Atmosphäre ausstrahlten.
Den Raum bezeichnete ich provokativ als "Denklabor".
Trennung
Abschied vom Einkauf nahm ich, indem ich meine Mitarbeiterinnen abends
zum Essen in ein gemütliches Lokal einlud. Die Atmosphäre unseres
privaten Zusammenseins war gestört. Irgendwie spürte ich, dass sich
die drei Frauen einerseits darauf freuten, eine eigene männerbereinigte
Abteilungswelt aufzubauen, andererseits jedoch aber mit der neuen
Struktur auch Probleme erwarteten.
Wegen meines unverhofften Entschlusses zur beruflichen Veränderung
innerhalb des Hauses war die bereits vorher von der Geschäftsleitung
beschlossene Verkleinerung des Einkaufes anders verlaufen, als
befürchtet. Meine älteste und immer schwerer zu führende
Mitarbeiterin, welche bereits in eine andere Einkaufsabteilung des
Konzerns wechseln sollte, konnte jetzt plötzlich bleiben! Das war für
meine noch recht junge Nachfolgerin eine schwere Hypothek - auch das war
uns allen an diesem Abend bewusst.
Das Abschiedsgeschenk fiel recht bescheiden aus, genügte jedoch den
Anforderungen an das Ereignis. Als wir auseinander gingen, ahnten wir
noch nicht, dass unsere Wege noch einmal zusammenführen sollten.
Die neue Mannschaft
Die neue Mannschaft und die schwere Hypothek der Misswirtschaft der Produktion und des Vertriebes, sie bestimmten von nun
an mein Interesse. Zunächst befasste ich mich mit Lauer, dem Leiter der
Arbeitsvorbereitung und Wächter, dem Leiter der
Materialverwaltung.
Mit Wächter arbeitete ich schon sehr lange zusammen und wir duzten uns.
Trotzdem blieb eine gute Distanz zwischen uns, weil wir jeweils die
Stärken des Anderen respektierten und Achtung vor den bisherigen
Arbeitsergebnissen hatten. Anders war es mit Lauer, der gerne zwischen
sich und anderen Menschen eine deutliche Distanz ließ. Ihn hielt ich
für einen erfahrenen Produktionsmann, der sich aber eher als Mahner
präsentierte, als als Mensch, der die Erfahrung für richtungsweisende
Veränderungen nutzte. Durchsetzungsvermögen war nie seine Stärke
gewesen.
Mit Beiden - dem extravertierten, selbstbewussten Dynamiker und
dem introvertierten "Bedenkenträger" führte ich mein
erstes gemeinsames Gespräch, bei dem ich meine Vorstellungen
präsentierte und beide über die Art der Führung des AZ-Teams
aufklärte. Sie hatten das Gefühl, ihre Tagesarbeit unverändert
weiterführen zu können, da ich erst einmal eine Bestandsaufnahme zur
Erarbeitung einer Strategie machen wollte. Beide sagten mir jede
fachliche Unterstützung zu, die sie mir auch während unserer gesamten
Zusammenarbeit bereitwillig gaben. Vielleicht hatten sie auch meinen
Ausführungen entnommen, dass sich meine Ideen zur Gesundung des
Geschäftsgebietes nicht mit ihrer unmittelbaren Tagesarbeit befassten.
Meine Stoßrichtung galt dem Schaffen von Transparenz, von effektiven
Steuerungsmitteln und der Harmonisierung der Logistikkette - das hatten
sie hoffentlich erkannt. Aus der Tatsache, dass Lauer mein neuer
Zimmergenosse war, ergaben sich keine Schwierigkeiten. Wächter war
eigentlich ganz froh, dass es Lauer getroffen hatte. So konnte er davon
ausgehen, dass seine bisherige Arbeitsweise zunächst unverändert
blieb.
Der Rest des Teams bestand aus Wächters und Lauers Mitarbeitern.
Stellvertreter Wächters war Rothemund, ein gelernter Werkzeugmacher und
Mann vom Fach, wenn es um Metallverarbeitung ging. Die Aufgabe beider
Männer bestand darin, Edelmetalle und Metalle hoher Reinheit sowie
besonders teure Metalle zu verwalten und anhand der auf den
Arbeitspapieren ausgewiesenen Produktionsmengen und
Legierungszusammensetzungen Metallmengen zum Schmelzen
zusammenzustellen. "Einwiegen" hieß der Vorgang, der größte
rechnerische und wiegetechnische Sorgfalt erforderte, zumal mit
metallischen Reinheiten von 99,999 Prozent und reiner gearbeitet wurde
und die Legierungstoleranzen wegen der hochkarätigen Anwendung in der
Elektronik besonders eng waren. Beim Umgang mit Edelmetallen über
mehrere Fertigungsschritte hinweg ist es erforderlich, den jeweiligen
Produktionsmann vom Schmelzer bis zum Stanzer bei Ausgabe des
Edelmetalles zu belasten und nach Ablieferung des Teilarbeitsergebnisses
wieder zu entlasten. Dadurch erhält man den Überblick über
fertigungstechnische Materialverluste und man grenzt die Arbeitsschritte
der Werker edelmetallabrechnungs-technisch gegeneinander ab.
Sütterlinschrift kontra EDV
Wächter und Rothemund führten für alle Metallbewegungen
handgeschriebene Bücher und es wunderte mich, dass sie sich die
Freiheit nahmen, Sütterlinschrift nicht mehr zu benutzen. Im Zeitalter
der elektronischen Datenverarbeitung war diese Arbeitsweise ein Unding.
Schließlich wurde die Buchführung stets mit dem einfachen Suchen nach
Fehlmengen begründet, was eigentlich mit fortschrittlicheren
Arbeitsmitteln besser zu bewältigen gewesen wäre.
Der Materialverwaltung war Frau Sutter als Springerin zugeordnet - eine
äußerst stille und duldsame Mitarbeiterin mit allerdings begrenzter
Einsatzmöglichkeit.
Alle drei Personen waren ein Garant für höchste Genauigkeit und
Zuverlässigkeit. Mein erster Kontakt mit dem Team der
Materialverwaltung wollte Wächter nutzen, um seinen Leuten
vorzuführen, dass ihr neuer Vorgesetzter sicher Probleme mit dem
Errechnen von Einwaagen hätte.
Schließlich rühmte er sich bei jeder Gelegenheit dieser hohen Kunst
und unterstrich damit, wie unentbehrlich dies für das Geschäft sei. Er
bat mich, die benötigten Edelmetallmengen unter Einbeziehung einer
Legierungsrestmenge zu errechnen. Unter süffisant grinsenden Blicken
der Beteiligten erfragte ich die Kokillenmaße um die Zielrauminhalte
und damit die Anzahl der Abgüsse auszurechnen. Diese Überlegung schien
ihnen überflüssig, denn man stellte stets eine weitere Kokille bereit,
um die Übermengen aufzufangen. Der Rest war reines Prozentrechnen im
Hundert und kein Problem. Das läppische Rechenwerk beeindruckte sie
gehörig und ich war ihrer Akzeptanz sicher.
Lauers Mannschaft bestand aus Frau Rosenbauer und Frau
Garcia, welche
für die Bereitstellung der Arbeitspapiere und die Terminüberwachung in
der Produktion zuständig waren.
Frau Rosenbauer, welche liebevoll "Rosi" genannt wurde, war
ursprünglich Gruppenleiterin des Inlands-Vertriebes, musste jedoch
ihren Platz nach Übernahme der Vertriebsleitung durch Heger räumen.
Innerhalb des Vertriebes besaß sie die kaufmännisch stärkste Gruppe.
Ihre vornehmlich auf zwischenmenschlicher Basis aufgebauten
Kundenkontakte waren sehr wertvoll. Seit vielen Jahren galt es allgemein
als Erfolgsrezept unseres Geschäftes, enge partnerschaftliche Bindungen
mit den Kunden und Lieferanten zu pflegen. Gutes Einvernehmen zwischen
den Verhandlungspartnern war oft gepaart mit recht persönlichen
Aufmerksamkeiten, die das Geschäft positiv beeinflussten. Gegen Frau
Rosenbauer war Herr Heger bei vielen großen Firmen ein Nichts. Heger
war dieser Zustand unerträglich und er setzte auf emotionsfreie
Leistungsvergleiche und absoluten Preiskampf. Damit waren die Würfel
gefallen und sie fiel der Fehlbesetzung Heger mit einem von Heger recht
schäbig eingefädelten Verdrängungsszenario zum Opfer.
Menschlich enttäuscht, innerlich gekündigt und frustriert nahm sie
eine Tätigkeit in der Arbeitsvorbereitung an, obwohl ihr diese Arbeit
gar nicht lag. Das absolute Gegenteil war Frau Garcia, eine feurige,
stolze Spanierin, welche wegen ihres Vornamens Dolores "Loli"
gerufen wurde. Sie war die gute Seele des alten Betriebsbüros, das
inzwischen aufgelöst war und sie war mit allen Wassern gewaschen. Ihr
Temperament war nur schwer zu zügeln.
Recht und Unrecht führten - von ihr erlebt - zu enormen
Gefühlsbewegungen. Das sollte was werden!
Schlüsselgespräche
Ein Gespräch mit Dr. Freund und Produktionsleiter
Kaiser gehörte ebenfalls zum Übergang. Es fand in ruhiger und
freundlicher Atmosphäre statt, schließlich ließ sich Kaiser überall
als der Mann feiern, der mich in privaten Gesprächen zur Übernahme der
schwierigen Aufgabe überredet habe. Er verwies in diesem Zusammenhang
gern auf ein "Schlüsselgespräch", das in meinem Garten
stattgefunden haben soll und Dr. Freund nahm unser Einvernehmen als
gutes Zeichen für das Gelingen der Mission. Dieser Version widersprach
ich vehement, denn ich fühlte mich keinesfalls überredet oder
angeworben. Auch empfand ich Kaiser nicht als Freund, sondern als wenig
erfolgreichen Verursacher eines Missstandes. Ich gab zu verstehen, dass
ich meine Aufgabe im Harmonisieren der Faktoren Fertigungskapazität,
Material-, Produkt- und Auftragsbestand unter Kosten- und
Ertragsgesichtspunkten sehe und gab spaßig-ernst zum Besten, dass der,
der dieses Kunststück optimal beherrsche, eigentlich der wahre Boss
sei.
Heute weiß ich, dass dieser Schlüsselsatz alle weiteren Geschehnisse
beeinflusste. Ihr Kommentar war, ich solle mich erst einmal einarbeiten
und mit dem nötigen Wissen versorgen.
Beide hatten allerdings keine Vorstellung von der von mir geplanten
Vorgehensweise und ahnten auch nicht, wie sehr ich mich in die Aufgabe
stürzen würde. Sonst hätten sie nicht so eindringlich darauf
hingewiesen, dass es gelte, alle Schwachstellen aufzuspüren und - wenn
möglich - zu beseitigen. Sie glaubten offensichtlich, dass die
Schwachstellensuche vor ihnen selbst Halt machen würde. Es war von den
obligatorischen 100 Tagen die Rede, die jeder neue Mitarbeiter bekommen
würde, ehe es ernst werde. Es sei höchste Zeit, das lange geplante
Auftragszentrum einzurichten, damit endlich mehr Termintreue erreicht
werde. Es war zu spüren, dass der Wunsch nach Verbesserung zwar von der
Befürchtung überdeckt war, ich könne gravierende Schwachstellen
aufdecken, doch mein bekannter Arbeitsstil und mein Ruf sollte aus
Kaiser´s Sicht der Bestätigung dienen, dass inzwischen das Größtmaß
an Optimierung in der Fertigung erreicht war und meine Stoßrichtung der
Vertrieb sei. Derart motiviert sollte ich mit vollem Schwung loslegen -
und das tat ich auch
|
|
Diagnose:
"Saustall"
Ob bei kreativer Aufbauarbeit
oder bei verwaltender Beschäftigung, Führungsaufgabe oder
administrativer Funktion - die Kombination Mensch und Arbeitsplatz
beeinflusst wesentlich die Arbeitsergebnisse.
Im kaufmännischen und im kaufmännisch-technischen Bereich mit Kunden-
und Lieferantenkontakten, aber auch in Funktionen mit starker interner
Kommunikation wirkt sich ein individuell gestalteter Arbeitsplatz
positiv aus. Mir war es stets ein Grundbedürfnis, das persönliche
Umfeld so zu gestalten, dass sich meine Gesprächspartner wohl fühlten.
Das richtige Mix an Pflanzen, persönlichen Gegenständen, Art und
Ausstrahlung der Bilder ergänzend zu Form und Funktionalität von
Möbel und Ausrüstung muss zu einem harmonischen Ganzen verschmelzen.
Auch die Lichtführung spielt eine große Rolle.
Dass man hierbei gelegentlich auch tief in die eigene Tasche greifen muss, versteht sich von selbst.
Mein neuer Arbeitsraum gab trotz neuem hellgrauem Grundanstrich und der
sechs Meter langen und drei Meter hohen Fensterfront in
jalousiebewehrter Südlage noch nicht viel her. Ein im Raum befindlicher
mannshoher Philodenthron mit entsetzlich langen Luftwurzeln hatte auch
schon bessere Tage gesehen, denn man hatte ihn zwei Jahre lang glatt
vergessen. Aus einer abgeteilten Ecke des Flures, welche zeitweise als
Telex- und Kopierecke fungiert hatte, entfernte ich den inzwischen
funktionslosen Raumteiler aus halb hohen verglasten Elementen, um ihn mit
neuen Ergänzungsteilen zu einer abgeschirmten Besprechungsecke zu
komplettieren. Ein großer Teil meiner Zeitgenossen hatte zwar
räumlich und ausstattungsmäßig gleiche Bedürfnisse, nur - stets auf
Kosten der Firma und ohne persönlichen Einsatz. Ich hielt zum Beispiel
das Aufhängen eines Bildes oder die räumliche Anordnung eines
Möbelstückes für einen wichtigen Vorgang, der mein Wohlgefühl
beeinflusste.
Am Ende derartiger Bemühungen steht dann meist ein individuell gestalteter
Raum, der eine unverwechselbare Handschrift trägt und auch etwas über
die darin arbeitenden Menschen aussagt.
Während meiner Raumgestaltungsmaßnahmen kam allmählich der Zeitpunkt,
meinen Zimmergenossen einzubeziehen. Zu meinem Erstaunen hatte er weder
Wünsche, noch spezielle Bedürfnisse. Er hatte nur den Wunsch, dass er
ein Poster aufhängen dürfe, an dem er sehr hing. Das Landschaftsmotiv
strahlte Ruhe aus und es passte auch gut zu den übrigen Bildern. Wir
einigten uns darauf, dass das Poster gerahmt wird. Der Rahmen kostete
rund achtzig Mark und er bezahlte ihn aus eigener Tasche - quasi als
Eintrittspreis. Trotz dieses Wermutstropfens genoss auch er die
gelungene Atmosphäre des Raumes.
Als Leiter der Arbeitsvorbereitung karrte er große Mengen Ordner und
Arbeitsunterlagen heran, die in den Schrankwänden verstaut werden mussten. Viele Ordner beinhalteten Aufzeichnungen über den Aufbau der
acs-Auftragsdurchlaufsimulation, dem Kernstück der Machbarkeitsprüfung der Liefertermine.
Es dauerte Wochen, bis ich herausfand, dass der üble Geruch, den wir
allmorgendlich antrafen, von diesen alten Akten herrührte.
Vom Simulieren...
Mit dem Simulationsprogramm befasste ich mich zuerst, schien es doch der
Schlüssel zu meiner neuen Tätigkeit zu sein. Schon über zwei Jahre
dauerte der Aufbau der Belastungsstrukturen für die Produkte und es waren
bisher neben Dr. Freund und Lauer auch Kaiser und ein Teil seiner Leute
eingebunden. Die Software war auf dem PC Lauer´s, einem 386er mit 25
MHz installiert, der über einen zusätzlichen Einbaustreamer verfügte.
Täglich erfolgte eine Datenübertragungsroutine, bei der alle neuen
oder geänderten Auftragsdatensätze von der EDV in das
Simulationsprogramm übertragen und erledigte Aufträge gelöscht
wurden. Begleitet wurde diese Aktion von Fehlerprotokollen und
Änderungshinweisen, die abgearbeitet werden mussten. Lauer verbrachte
täglich, wie schon erwähnt, fast drei Stunden mit dieser Routine
einschließlich der Datensicherung.
Der krönende Abschluss war der tägliche "Belastungslauf",
bei dem alle eingelasteten Daten in Kapazitätseinheiten umgewandelt
wurden. Beim anschließenden Begutachten der Belastungsprofile stellten
wir fest, dass enorme terminliche Rückstände existierten, ohne eine
exakte Aussage treffen zu können, wo es wirklich klemmte. Grund dafür
war, dass die erledigten Arbeitsgänge nicht rückgemeldet wurden und
eine Korrektur erst dann stattfand, wenn der Auftrag vollständig
erledigt war. Wegen zahlreicher Ausnahmeregelungen und fehlender
Belastungsstrukturen für neue Produkte fehlten weitere
Kapazitätspakete.
Kaum hatte ich die Zusammenhänge und Abhängigkeiten erkannt, hatte
ich für Lauer´s Arbeitsweise kein Verständnis mehr. Konnte es
wirklich sein, dass er so viel Zeit für eine völlig unbrauchbare
Aussage verplemperte?
Seine Erklärungen, wie "wir müssen das machen, weil der Dr.
Freund großen Wert darauf legt und schon so viel Arbeit hineingesteckt
hat...." oder "ich weiß auch nicht, was ich noch machen soll
- manchmal hat es ja auch schon gestimmt...", waren reichlich
absurd. Wesentlich brauchbarer erschien mir der Spruch "wir müssen
halt wieder mal einen kompletten Datenübertrag machen!" Es war
das Allheilmittel des Dr. Freund, wenn die Ergebnisse nicht mehr
plausibel waren.
Also machten wir einen kompletten Datenübertrag, mit dem der gesamte
alte Datenbestand überspielt wurde.
Datenbestände...
Damit fingen die Probleme erst richtig an. Wir
stellten jetzt fest, dass der EDV-Auftragsbestand völlig ungepflegt
war. Hinzu kam, dass die EDV physisch gelöschte und logisch gelöschte
Positionen unterschied und verwaltete. Der Datentransfer bescherte uns
eine Unmenge kleinster kapazitätsmäßig eingelasteter Restmengen, auf
die kein Mensch mehr wartete. Es waren physisch nicht gelöschte
Restmengen ausgelieferter Positionen. Rückstände, die fast zwei Jahre
alt waren, führten uns auf die Spur unerledigter Abrufaufträge und
Geister(dis)positionen. Der Auftragsbestand der EDV summierte sich auf
über sechs Millionen Mark auf, obwohl der tatsächliche Auftragsbestand
knapp drei Millionen Mark betrug. Hiervon waren nur Positionen im
Gesamtwert von ca. 0,8 Mio. DM tatsächlich terminiert, der Rest bestand
aus Rahmenaufträgen mit teilweise unrealistischen Mengen. Auch war ein
Teil der abgelaufenen Rahmenaufträge noch in voller Höhe im
Auftragsbestand, weil man für die Abrufe stets neue Positionen gebildet
und die Restmenge nicht korrigiert hatte. Das führte im Jahresverlauf
gegenüber dem Auftragseingang zu einer Verdoppelung des
Auftragsbestandes.
Auftragseingang und Umsatz drifteten natürlich täglich weiter
auseinander. Was sich hier als Diagnose des Auftragsbestandes liest, war
das Ergebnis langwieriger Datensanierungsarbeiten, für die sich der
Vertriebsleiter aus völlig unverständlichen Gründen nicht so recht
zuständig fühlte.
Den korrekten Auftragsbestand benötigte ich zur kapazitätsmäßigen
Beruhigung der Vorfertigung und zur Erstellung von Jahresplanungen für
Rohstoffe und Halbfabrikate - letztendlich auch zur Realisierung eines
aktiven Bestandsmanagements.
Fehlerhafte Datenbestände zogen sich wie ein Pilz über und durch alle
Datenträger. Selbst die mit viel Fleiß und Aufwand geführten
manuellen Karteien in Vertrieb und Produktion waren nicht zu gebrauchen,
geschweige denn, auswertbar. Langsam kam ich an einem Punkt an, an dem
ich vor der Entscheidung stand, ebenfalls weiterzuwursteln wie alle
anderen Wursteler, oder mit dem Aufbau vernünftiger neuer Strukturen zu
beginnen.
Aber es waren ja nicht nur die Strukturen des Auftragsbestandes und die
der Auftragsdurchlaufsimulation neu aufzubauen.
Die Terminverfolgung und
die Arbeitspapiere waren ebenfalls unvorteilhaft aufgebaut und
außerdem nicht mit der Auftragsdurchlaufsimulation synchron.
Vorfertigung und Endbearbeitung orientierten sich bei der wöchentlichen
Planung vor Ort am Endtermin minus X Wochen, während die
Durchlaufsimulation periodengenau terminierte. Ein zuverlässiges und
zwingendes Fertigmeldesystem gab es nicht und Woche für Woche waren die
gleichen Engpassstellen in Verzug. Ermittelt wurde dieser Tatbestand in
den allwöchentlichen "Rückstandsbesprechungen", bei denen
anhand der nach Lieferwochen zusammengefassten Positionen praktisch vom
Ausliefertermin aus rückwärts terminiert wurde.
Zweifel
Planung und Steuerung hatten somit nichts mehr miteinander zu tun und
wurden zudem noch von unterschiedlichen Stellen wahrgenommen.
"Steuerung und Planung gehören in eine Hand", so lautete
jedoch die tiefgreifende Erkenntnis und Grundregel der acs-Philosophie.
Doch die Terminhoheit war in anderen Händen und Dr. Freund dachte nicht
daran, sie in meine Hand zu legen.
Er zweifelte auch meine fortlaufend neuen Erkenntnisse an, was mich beim
Ausmaß der aufgelaufenen Missstände aber auch nicht mehr wunderte.
Vier Wochen waren vergangen und es musste etwas passieren!
Die Fertigungsleitung konfrontierte mich unentwegt mit einem
Nebenkriegsschauplatz, der die Arbeitsvorbereitung betraf. Es ging um
Checklisten für Produkte, in denen alle Produktdaten und
Fertigungsvorschriften enthalten waren, die zur spezifikationsgerechten
Herstellung der Produkte unerlässlich waren. Sie waren aber auch
Erfassungsbelege für IST-Werte, die jedem Arbeitspapier beigefügt
waren. Zweifellos waren die Checklisten hervorragende Arbeitsmittel,
wenn sie fehlerfrei waren. Doch genau da lag der Haken! Viele Exemplare
waren fehlerhaft und wurden deshalb von den Werkern vor Ort korrigiert.
Die manuellen Korrekturen kamen jedoch nicht zur Arbeitsvorbereitung
zurück, sodass Folgeaufträge erneut fehlerhaft gestartet wurden.
Organisatorisch gab es keinen Weg, der alleine im Einflussbereich der AV
gelegen hätte, um diesen Missstand abzustellen. Es kamen höchstens 40%
der Checklisten ausgefüllt zurück. Diesen Missstand konnte nur Winter
abstellen. Doch Winter verweigerte sich offen und verlangte pausenlos
"Beweise" für meine Erkenntnisse. Natürlich gab es für jeden
Fall die passende Ausnahmesituation... . Es wäre zu mühsam, hier alle
Ausnahmesituationen aufzulisten, die die Ursache für die niedrige Quote
waren. Wichtig war nur - und daran bestand kein Zweifel - dass dieses
Arbeitsmittel optimiert werden musste.
"Lauer sei der richtige Mann", war die Empfehlung Winter´s,
"Lauer sei schließlich viele Jahre Fertigungsleiter gewesen
"und "seine Leute könnten diese Arbeit nicht auch noch
machen...."
Winter sprach von den Checklisten, als handele es sich um seine eigene
Erfindung, die von anderen Stellen nicht richtig gepflegt, ja sabotiert
wurde. Dabei sind Checklisten ein alter Hut, der gelegentlich
Fertigungseinheiten ohne klassische Arbeitspapiere empfohlen wird. Er wusste genau, welche
Detailarbeit im Aufbau von klassischen
Arbeitspapieren oder Checklisten steckte. Mühsame Detailarbeit war
jedoch nicht Winter´s Stärke. Lauer war mit seinen Aufgaben aber auch
völlig ausgelastet und konnte diese Arbeit nicht zusätzlich
übernehmen.
Die Datenstruktur der Checklisten, die aus einer
Lose-Blatt-Sammlung handschriftlicher und loser Excel-Datenblätter
bestand, betrachtete ich als datentechnisch unüberlegt aufgebaute
Hilfskrücke. Der Aufbau erfolgte unsystematisch und teilweise durch
nicht kompetente Personen. Während des Aufbaues des
Qualitätssicherungssystemes war mir bereits aufgefallen, dass die
Umläufe der Kundenspezifikationen lediglich auf die Frage an die
Fachabteilungen abzielten, ob Einwände bestehen oder Probleme bei der
Herstellung der Produkte zu erwarten sind. Mit der
Spezifikationsfreigabe waren diese Punkte zwar abgehakt, die
Fachabteilungen hatten sich jedoch nicht geäußert, wie zu verfahren
sei. Zur Angebotserstellung mussten die für eine Vorkalkulation
erforderlichen Fertigungsschritte zusammengetragen werden. Hier lehnte
man sich an Produktvarianten an, oft jedoch, ohne die Besonderheiten
der neuen Spezifikation zu berücksichtigen. Wie hilfreich und
qualitätssichernd wären hier vernetzte multifunktionale
Checklisten-Datenbestände!
Da in den Checklisten auch exakte Daten, Maße und Toleranzen für die
benötigten Halbfabrikate geführt wurden, bot sich damit auch eine
hervorragende Gelegenheit, auch Daten für die Fertigungssteuerung
abzuzweigen. Verknüpft mit dem Auftragsbestand würde man periodengenaue
Dispositionen erhalten.
Es gab nur einen Weg - die Checklisten mussten in eine Datenbank.
Dr. Freund hatte sich bereits mit WinAccess, einer leistungsfähigen
Datenbank unter Windows, befasst und empfahl den Aufbau in diesem
Format. Zunächst passte es mir gar nicht, dass ich von Open Access auf
WinAccess umsteigen sollte, denn ich hatte große Erfahrung in diesem
Datenbanksystem und befürchtete, noch einmal völlig neu anfangen zu
müssen. Die Installation der Software im Netzwerk zog sich dahin, da
genau zu diesem Zeitpunkt eine neue Version auf den Markt gekommen war.
Bei jeder passenden und unpassenden Gelegenheit wies Winter auf das noch
offene Problem hin und er versuchte verstärkt, auch Ausschuss auf die
Missstände zurückzuführen. Ich war gezwungen, diesen Dingen nun
ebenfalls nachzugehen und führte ausnahmslos den Beweis für das
Versagen vor Ort. So entdeckte ich das ganze Ausmaß der Misswirtschaft
in der Produktion und die Ideenlosigkeit, mit der selbst einfachste
Dinge in den Sand gesetzt und wertvolle Materialien vernichtet wurden.
Mit Dr. Freund war über diese Erkenntnisse nicht zu
reden. Er zweifelte an jeder Sache, die ich ihm vortrug und er meinte
oft "so blöd könne man ja nicht sein, um solche Fehler zu
machen" und er ließ die Vermutung im Raum stehen, ich hätte
entweder die Zusammenhänge nicht verstanden, oder ich würde bewusst
übertreiben.
Trotzdem ging er meinen Informationen nach, wenn auch mit kleiner
zeitlicher Verzögerung. Anschließend fand er sich meistens im
Auftragszentrum ein, um Lauer und mir die Richtigkeit der Fakten
kopfschüttelnd zu bestätigen.
Beschimpfung
Meine Besuche im Betriebsbüro der Stanzerei, das
gleichzeitig als Vorzimmer Winter´s fungierte, verliefen immer
gespannter und gereizter. Es war deutlich zu spüren, dass Winter eine
Front gegen mich aufgemacht und Meister und Vorarbeiter vergattert
hatte. Die Truppe spielte sich als Bodyguard Winter´s auf und zeichnete
sich durch primitives klassenkämpferisches Geschwätz aus. So wurde ich
als "Mensch mit nutzloser Funktion" beschimpft, "den man
mit durchziehen müsse". "Leute, wie Sie, wurden in meiner
alten Firma nach Hause geschickt, weil schließlich wir die Arbeit gemacht und das
Geld verdient haben", war einer der kernigsten Sätze eines
spätpubertären Flegels, den Winter zu seinem "Meister der
Stanzerei" gemacht hatte. Die provokante Verweigerungshaltung und
das dummdreiste, flegelhafte Benehmen blieben im Beisein Winter´s
ungeahndet - je erhielt sogar noch Zustimmung.
Eskalation
Der Zeitpunkt einer Aussprache zwischen Dr. Freund und
Winter war gekommen.
In der Aussprache verhielt sich Dr. Freund von Anfang an parteiisch.
Winter bemängelte meine generelle Vorgehensweise und Fragetechnik, bei
der seine Leute nicht wüssten, was ich mit den Daten mache. Erst nach
ein paar Tagen würde ich dann "die Katze aus dem Sack lassen"
und die Daten würden gegen seine Leute eingesetzt werden. Das führe zu
Verunsicherungen und zur aggressiven Grundhaltung seiner Mannschaft. Auf
meinen Einwand, er kenne doch meinen Auftrag und müsse meine
Bemühungen unterstützen, quittierte er mit der Feststellung, meine
Aktionen richteten sich letztendlich gegen ihn. Heger habe ihm auch
schon geraten, er solle sich vorsehen, ich würde an seinem Stuhl
sägen.
Nun brachte ich den aktuellen Zustand auf den Punkt.
Ich stellte fest, dass ich auf allen Gebieten des Vertriebes und der
Fertigung einschließlich der Arbeitsvorbereitung auf einen
"beispiellosen Saustall" gestoßen sei und nun auch noch
feststellen müsse, wie unqualifiziert die Mitarbeiterführung und der
Umgang innerhalb der gleichen Führungsebene sei.
Dr. Freund meinte, ihm wäre das klar, doch wir müssten das Beste
daraus machen. Ich solle eine Informationsveranstaltung vorbereiten,
auf der ich einem größeren Personenkreis die Ergebnisse und die daraus
abzuleitenden Maßnahmen erläutern solle. In der Frage der
Terminhoheit kamen wir keinen Schritt weiter, weil Winter die
Terminverantwortung besaß und nicht bereit war, sich von ihr zu
trennen.
Dr. Freund befürchtete den passiven Widerstand der Fertigung und riet,
mit diesem Schritt noch zu warten.
Taktik
Ich entschied mich zu einer Taktik der kleinen
Schritte und nahm mir zur Erhöhung der Schlagkraft die Verbesserung der
datentechnischen Basis und die Steuerung der Vorfertigung über
Lageraufträge vor. Mit der auftragsanonymen Fertigung der
Rahmenauftragsverpflichtungen traf ich den Nerv der Fertigung - die
Überstunden. Sie waren fest eingerechneter Einkommensbestandteil der
Maschinenführer, der Vorarbeiter und der Meister.
Wie kam es zu diesen Überstunden und - warum waren
Lageraufträge die richtige Antwort?
Im Bestreben, Kunden und Vertretungen zur vollsten
Zufriedenheit zu bedienen, nahm der Vertrieb die bedarfsgerechte
Versorgung der Kunden allzu wörtlich und ließ sich bei vielen
Produkten verteilt über 12 Monate auf teilweise 30 bis 60
Teillieferungen ein. Die optimalen Fertigungslose, welche sich
vornehmlich von den Standzeiten der Werkzeuge ableiten ließen,
entsprachen dagegen bis zu 10 Teilmengen. Die zweite Steuergröße war
das jeweils optimale Fertigungslos des Halbfabrikates. Hier konnten
Bedarfe mehrerer Endprodukte systematisch zusammengefasst werden. Durch
geschicktes Kombinieren von Bandbreiten konnten die Ausbeutequoten
erhöht werden.
Warum wurde das bisher nicht gemacht?
Hauptgrund war der permanente Terminverzug, in dem sich die
Endbearbeitung befand, wobei dann der Schwanz mit den Hund wedeln musste.
Termine der Vorfertigung orientierten sich an den hausgemachten
Problemen der Stanzerei und der Folgeschritte. Zur Lagerhaltung - welche
wegen der vermeintlich hohen gebundenen Werte als nicht sinnvoll
angesehen wurde - kam es wegen der Terminsituation sowieso nicht, da die
Fertigungskapazitäten mit permanenten Sonderaktionen zersplittert
wurden. Die oberflächlich gesehen logische Konsequenz waren
Überstunden. Organisatorisch und abwicklungstechnisch war der Ausdruck
Saustall zutreffend. Kaufmännisch gesehen war die
Bevorratungsproblematik mangelhaft durchdacht, denn Produkte mit Materialeinsatzfaktor >6 bis 10 binden weitaus weniger Kapital, als
Halbfabrikate. Halbfabrikate, welche zum ständigen Grundstock gehören,
haben in Schlüsselabmessungen bevorratet einen größeren
wirtschaftlichen Nutzen als die Rücklaufmaterialien im Rohzustand. Der
Schlüssel zum Erfolg lag also in der terminlichen Beruhigung der
gesamten Fertigung über eine gut organisierte wirtschaftliche
Vorfertigung und in der kostengünstigsten Bevorratung der Halbfabrikate
und Produkte.
|
|
Arbeitsweisen
Bei Gründung
unseres Unternehmens mussten kaufmännisch und technisch tätige
Mitarbeiter und ihre Arbeitsweisen miteinander verschmelzen. Diese
Arbeitsweisen wurden allerdings in einigen Bereichen innerhalb mehr als
20 Jahren nur unwesentlich verändert.
Was haben diese Arbeitsweisen und die dahinterstehenden
Organisationsmittel gebracht?
Viele Jahre war man davon überzeugt, sich personalintensive
Arbeitsmittel leisten zu können. Selbst im Umgang mit den
Einsatzstoffen war regelmäßig der geflügelte Satz "wir verdienen
uns mit unseren Produkten dumm und dämlich" zu hören.
Die Abläufe waren personalintensiv, weil sie ausschließlich manuell
und nach dem Negerprinzip aufgebaut waren.
Manuelle Karteien und elektronische
Schreibautomaten
Ein Heer von Fachkräften, Assistenten und Assistentinnen, Abwicklungs-
und Hilfskräften waren damit beschäftigt, manuelle Aufzeichnungen
über Angebote, Aufträge und Lieferungen zu führen, die zwar die
interne Überwachung des jeweiligen Bereiches, jedoch nicht eine
übergreifende Transparenz zuließen. Persönliches fachbezogenes
Wissen wurde mehr zum Zwecke der Rechtfertigung und der Abgrenzung
aufgezeichnet, als zur langfristigen Sicherung firmenwichtigen
Gedankengutes. Einige Bereiche wurden zudem regelrecht von ihren Leitern
informell abgeschottet.
Mit zunehmend schlechterem Geschäftergebnis fand zwar noch kein
genereller Umdenkprozess statt, aber ein Nachdenkprozess über mögliche
Alternativen. Eine dieser Alternativen stellte die verstärkte Nutzung
der EDV dar. Wir verfügten über ein Nixdorf-System COMET TOP, von dem
alle Module bis auf das Programm zur Fertigungssteuerung im Gebrauch
waren. Doch was hatten sich die Initiatoren nur beim Aufbau der
Datenstrukturen gedacht? Die Artikelstammdaten waren wie die eines
Schreibautomaten aufgebaut. Jede Text- und Sprachvariante in jeder nur
denkbaren Mengen- und Preiseinheit waren eigenständige Artikel. Von
vielen Produkten gab es bis zu 6 Artikelnummern, ohne dass sich die
Produkte physisch voneinander unterschieden. Da die Artikelbezeichnungen
nicht standardisiert waren, war es äußerst schwer, gleiche Produkte
fertigungstechnisch zusammenzufassen. Als alles beherrschende Krücke
stand zu diesem Zweck ein händisch einzugebender Matchcode zur
Verfügung, für dessen Kreation ein Arbeitswissenschaftler satte
zwanzigtausend Mark kassiert hatte. Die Handhabungsanweisung war so
verzwickt und variantenreich aufgebaut, dass Fehldeutungen und
Fehleingaben einige Artikel nach einmaliger Verwendung für immer im
Artikelstamm verschwinden ließen. Der sprechende Teil der Artikelnummer
war schon eher zu gebrauchen, hatte aber ebenfalls so seine Tücken. Als
ich meine neue Tätigkeit aufnahm, war der Artikelstamm auf über 4000
Produktvarianten angewachsen, obwohl wir mit rund 170 Artikeln über 90%
des Geschäftes abwickelten. Sämtliche Auswerteprogramme der EDV liefen
auf Listgeneratorbasis, wodurch natürlich bei Auswertungen ständig
alle 4000 Artikel zeitraubend ausgewertet wurden. Dieser Datenaufbau
verhinderte oder erschwerte die Deckung meines Informationsbedarfes.
Zeitgemäße, PC-gestützte Arbeitsabläufe auf Datenbankbasis
beschränkten sich auf wenige Anwendungsbereiche und waren nicht
verknüpft. Kernstück des vertrieblichen Schaffens war eine manuell
geführte Artikel- und Kundenkartei, in die jeder Auftrag eingetragen
wurde. Auswertungen erfolgen natürlich ebenfalls manuell. Zum Erhalt
einer lückenlosen Dokumentation wurden die Daten halbjährlich vor
Löschung des Auftrags-Datenbestandes ausgedruckt.
Obwohl wir in allen Ebenen erkannt hatten, dass wir in unserem Geschäft
nur mit transparenten Abläufen, guten Informationsstrukturen und kurzen
Entscheidungswegen schnellem, kosten- und terminorientiertem Agieren
eine echte Überlebenschance hatten, pflegten wir noch Karteien, Bücher
und Listen, anstelle intelligentere Medien zu nutzen.
Mentale Einstellung des
datenschaffenden Personals
Ein wichtiger Faktor stellte die mentale Einstellung des
datenschaffenden Personals dar, die die Qualität des Datenbestandes
wesentlich beeinflusst.
Unsere Aufgabe war es, das Bewusstsein für qualitativ gute
Datenbestände zu wecken und zu fördern. Die Angst vor der Preisgabe
persönlichen Wissens musste gemindert und der Blick für den
Nutzen übergreifender Datentransparenz geschärft werden. Wie begreift
der einzelne Mitarbeiter aber, welche Daten, welcher Aufbau und welche
Genauigkeit nötig ist? Hier gibt es nur den Weg der Schulung
qualifizierter Mitarbeiter und das Training der Fähigkeit, in
übergreifenden Zusammenhängen denken zu können. Problemlos zu
bedienende Datenerfassungsmasken ohne Aufklärung über die im
Hintergrund ablaufenden Operationen halten dumm und sind nicht die
Lösung.
Matchcode als Schlüssel zur Transparenz
Gut vorbereitet leitete ich die Überarbeitung des
Artikelstammes ein. Die zweizeiligen Artikelbezeichnungen wurden
standardisiert, wobei Legierung, deren Reinheit, Geometrie und Abmessung
gerastert wurden. Kundenspezifische Texte wurden in den in der EDV
vorgesehenen Programmteilen hinterlegt. Von den 4000 Artikeln sperrte
ich fast 2400 ungängige Artikel. Der Weg zum maschinell erstellten
Matchcode war frei und ich kippte den alten Matchcode. Mit dem neuen
Matchcode fanden sich nun lückenlos alle Varianten, deren Reduzierung
das Ziel war. Was sich hier an durchgeführten Maßnahmen mühelos
aufzählen lässt, war ein Arbeitspaket von weit über 200 Stunden. Die
neue Datentransparenz ermöglichte mir zwar das Zusammenführen aller
Produktvarianten, aber das "Aufräumen" war wegen der vielen
aktiven Aufträge, die mit den Artikeln verknüpft waren, mit riesigen
Problemen verbunden. Selbst Löschvormerkungen und das Sperren für die
Neuerfassung von Aufträgen war problematisch. Eine ganz besondere
Variante stellten "Lageraufträge" dar, weil für sie
erledigte Positionen regulärer Aufträge benutzt wurden. Sie führten
nicht nur zu einer deutlichen Erhöhung des EDV-Auftragsbestandes, sie
blockierten oft auch Artikelduplikate, die bereinigt werden sollten.
Nach jeder neuen Erkenntnis stieß ich auf auch auf neue Hindernisse und
ich fühlte mich ständig von Fesseln und Fußangeln umgeben, die mich
am Erreichen meines Zieles hinderten.
Als hilfsbereiter Mitstreiter bewährte sich in dieser Phase der Leiter
unserer EDV - Herr Walter, der mir eine Downloadmöglichkeit von Nixdorf
auf PC strickte, mit deren Hilfe ich den Artikelstamm, die Debitoren und
den laufenden Auftragsbestand in WinAccess aufbereiten konnte. Diese
Transparenz führte zu weiteren bahnbrechenden Erkenntnissen.
Schwelgte man bis zu diesem Zeitpunkt in einem Auftragsbestand zwischen
4,5 und 6 Mio. DM Formkosten, was einem 4-5-Monats-Auftragsbestand
entsprach, so waren es nach dem Aussondern der verkappten
Lageraufträge, der abgelaufenen Jahreskontrakte, der längst
erledigten Konsignationsaufträge und der physisch nicht gelöschten
Restmengen nur noch ca. 2,5 Mio. DM. Von diesem Volumen konnte man
bestenfalls ca. 800 TDM als terminierten Auftragsbestand greifen, wovon
ca. 400 TDM länger als 4 Wochen terminiert waren. Es war somit klar, dass der Mindestumsatz von 1,3 Mio. DM im Monat überwiegend durch
kurzfristig erteilte Abrufe und das Tagesgeschäft erzielt werden
konnte.
Wie kam es zu diesen ursprünglich falschen Zahlen ?
Falsche Zahlen
Ich erwähnte bereits, dass Auftragsbestand,
Auftragseingang und Umsatz im Laufe des Jahres nie miteinander
korrespondierten, man nie eine Erklärung dafür gefunden hatte und man
das Ganze als eine Art Mysterium hinnahm.
Meine Auswertungen machten
deutlich, dass Jahreskontrakte mit dem Gesamtauftragswert unter
Position 1 eines Auftrages geführt und für jeden Abruf eine weitere
Position eingefügt wurde, ohne die Restmenge zu reduzieren. Am Ende des
Jahres hatte sich der Auftragswert nahezu verdoppelt. Hinzu kam, dass in
vielen Fällen die abgelaufenen Jahreskontrakte - eben die bewusste
Position 1 - im Auftragsbestand verblieb, da diese Position sich nicht
erledigte und eine Löschung oft nicht erfolgte. Längst abgelaufene
Konsignations-Jahresaufträge verblieben ebenfalls noch lange im System,
da manuelle Lieferscheine erstellt und viele Rechnungen ohne den
aktuellen Bezug ausgestellt wurden. Auf diese Weise schmolz der
Auftragsbestand wie Schnee in der Sonne. Heger fand das zwar sehr
interessant, doch machte er geltend, er könne sich nicht um alles
kümmern.
Zusammen mit einigen motivierten Vertriebsmitarbeitern bereinigten wir
die gröbsten Fehler und ich erarbeitete neue Abläufe, um die EDV
besser zu nutzen. Das Modul LAWI (Lagerwirtschaft) bot gute
Voraussetzungen für die Abwicklung der Lageraufträge und es galt, die
Jahreskontrakte über Lageraufträge abzudecken. Anstelle der bisherigen
Verdoppelung des Auftragsbestandes konnte man jetzt die Lageraufträge
gegen die Kontrakte und die terminierten Abrufe gegen Vormerkungen
verrechnen - wie es LAWI vorsieht.
Unfug mit der "Preissimulation" (Kalkulation)
Zum Thema Artikelvielfalt konnte ich die erstaunliche Feststellung
machen, dass monatlich 30-40 neue Artikel nur zu Kalkulationszwecken
eingerichtet wurden, da ein "selbstgestricktes"
Kalkulationsprogramm nur auf einer vorhandenen Artikelstruktur aufbauen
konnte. Die Erfolgsquote der Angebotstätigkeit lag bei ca. 10% und die
überwiegende Zahl der "neuen" Artikel waren damit Dateileichen.
Um den Unfug abzustellen wurde das Programm dahingehend geändert, dass
man auch mit ähnlichen Artikelstrukturen eröffnen und mit der
virtuellen Anpassung kalkulieren konnte. Als Empfehlung wurden einige
Artikel genannt, die man benutzen sollte. Unglücklicherweise war im
Vertrieb teilweise nicht bekannt, dass jedem Artikel ein Kostenträger
und jedem Kostenträger ein bestimmter Gemeinkostensatz zugeordnet war.
Bei den empfohlenen "Spielartikeln" waren unglücklicherweise
die niedrigsten Gemeinkostensätze hinterlegt, was monatelang zu
völlig irrwitzigen Kalkulationen führte.
Aus allen Missständen kristallisierte sich immer wieder ein Grundübel
heraus: Viele Mitarbeiter - allen voran der Vertriebsleiter - kannten
die Abläufe nicht, die hinter den ach so schönen Bildschirmmasken
lagen. Wen wundert es dann noch, dass die Verkäufer generell auf
völlig andere Marktpreise stießen, als sie die Kalkulationen
rechtfertigten. Mal wurde verschleudert, mal wurde mit Kampfpreisen
unbewusst ein gutes Geschäft abgeschlossen, mal verlor man wichtige
Aufträge. Keiner kannte so richtig die Erfolgs- und Misserfolgsfaktoren
aber - man ruhte sich auf dem sicheren Auftragspolster aus.
Die neue Wahrheit schmerzte sehr und Schuld daran war - genau - ich, da ich die Abläufe, Ursachen und Wirkung transparent gemacht hatte.
Dann waren da noch die Kalkulationseckwerte Materialeinsatz,
Fertigungsstunden, Analysen- und Werkzeugkosten, um die die Verkäufer
munter mit der Arbeitsvorbereitung feilschten, um die Kalkulationen in
die Nähe der Marktpreise zu bringen. Es wurde so lange kalkuliert, bis
man innerhalb des persönlichen Spielraumes lag, der eine Rücksprache
mit dem Vertriebsleiter erübrigte. Diese Feilscherei unterband ich und
machte aus dem Kalkulieren das, was es sein soll - eine Kostenbewusstmachung und Basis für erfolgreiche vertriebliche
Tätigkeit.
|
Bestandsaufnahme
nach 3 Monaten
Nach Ablauf von 3 Monaten ging ich mit meinen
gesammelten Erkenntnissen an einen begrenzten Verteilerkreis und hoffte,
die so angesprochenen wach zu rütteln. Ich fasste folgende Punkte unter
einer Headline zusammen:
Reorganisation der Abläufe
Die ersten drei Monate der AZ-Tätigkeit beinhalteten
eine umfassende Bestandsaufnahme. Obwohl eine abschließende Beurteilung
noch verfrüht ist, möchte ich bereits zu diesem Zeitpunkt die dringend
erforderlichen Veränderungen diskutieren und ergänzend zu den bereits
eingeleiteten AZ-internen Maßnahmen schnellstens umsetzen.
|
|
1.
1.1
|
Angebotsbearbeitung
Die technische Klärung der anzubietenden Produkte erfolgt nur
teilweise systematisch. Teilklärungen (SPEC-Umläufe) führen nicht
generell zu einer abschließenden fachkompetenten Gesamtbeurteilung und
"Absegnung" der Angebote. Gleichzeitig fehlen Richtlinien für
"Schnellpreis- und Lieferzeitfindungen" um Blitzangebote zu
erstellen.
|
|
1.2
|
Kalkulationsdaten sind durch die ungepflegte Werkzeugdatei,
teilweise überholte Mengen- und Zeitangaben, leichtfertige Ableitung
von Daten bestehender Artikel sowie die Einflussnahme des Vertriebes auf
die für eine gewissenhafte Ermittlung der Daten erforderliche
Klärungszeit verfälscht oder nur selten belastbar.
|
|
1.3
|
Die Lieferzeit sowie die Erfüllbarkeit von
Rahmenvereinbarungen
wird nicht generell vor Vertragsabschluß simuliert bez. geprüft. Das
Aufspüren von Lagervorräten, die Klärung derer Verwend- und
Verfügbarkeit ist wegen der Vielfalt der gleichen Artikelvarianten sehr
erschwert.
|
|
1.4
|
Vorrätige Mengen und benötigte Kapazitäten für
aussichtsreiche
und kurzfristig umsetzbare Angebote werden während der Angebotslaufzeit
nicht reserviert.
|
|
2.
2.1 |
Auftragserfassung und -pflege
Für Aufträge ohne vorangegangene Angebote gelten
grundsätzlich
ebenfalls die Punkte 1.1 bis 1.3. |
|
2.2
|
Die Artikelsystematik ist EDV-technisch zu starr und führt zu einem
Anwachsen des Artikelstammes um ca. 30 bis 40 meist unbedeutende Artikel
im Monat. Die Klärung, Festlegung und Einrichtung neuer Artikel führt
zu Aufwand und Zeitverzögerungen bei der Auftragserfassung und der
Erstellung neuer ACS-Strukturen (Auftragsdurchlaufsimulation).
|
|
2.3
|
Aufträge werden teilweise ohne Auftragsdurchlaufsimulation und ohne
Rücksprache mit der Arbeitsvorbereitung und somit oft mit
unrealistischen Terminen bestätigt.
|
|
2.4
|
Die Zahl der Auftragsänderungen ist unverhältnismäßig hoch und
führt zu unsinnigen Abwicklungskosten und Folgeaufwand bei allen
betroffenen Stellen. Besonders zu beachten sind die Positionsänderungen
bei Abruf-Restmengen.
|
|
2.5
|
Vom Vertrieb werden die Liefertermine in der EDV nicht systematisch
aktualisiert. Dies führt zur Störung der Folgeabläufe (ständige
Terminrückfragen, fehlerhafte Bedarfsauswertungen für Halbfabrikate
und Rohstoffe sowie Abweichungen zum ACS-System). Die Kunden werden
lückenhaft und verspätet informiert.
|
|
3.
3.1 |
Auftragszentrum, AV und Materialwirtschaft
Die Auftragserfassung in ACS erfolgt von Hand und ist sehr
aufwendig, da die EDV-Datenübernahme besonders bei Mengen- und
Terminänderungen, Stornierungen, Konsignationslieferungen usw.
fehlerhaft war und eine automatische Datenübernahme die
situationsgerechte Einplanung verhinderte. |
|
3.2
|
Das ACS-System simuliert wegen des über die EDV importierten
Datenmülles in Verbindung mit ungepflegten Kapazitätsvorgabedaten
immer noch fehlerhaft.
|
|
3.3
|
Belastbare und vollständige Arbeitsvorratslisten befinden sich in
der Versuchsphase und stehen noch nicht zur Verfügung.
|
|
3.4
|
Die Erstellung der Fertigungsaufträge mit Hilfe des in Nixdorf
installierten Hilfsprogrammes ist wegen der ungepflegten Werkzeugdatei,
der von ACS und der Realität abweichenden starren Terminstruktur
bestenfalls ein Notbehelf und nicht flächendeckend einsetzbar, Für
Halbfabrikate, Muster und Artikel der Gruppen 5 und 7 existieren keine
vergleichbaren Fertigungspapiere.
|
|
3.5
|
Die Checklisten sind zur Spezifikationsumsetzung optimal, als
Ersatz-Fertigungsbegleitpapiere in Mehrfachausfertigung sehr
unzweckmäßig. Die Checklistenpflege und die rechtzeitige
Berücksichtigung von Änderungen ist bei überlappenden Fertigungslosen
noch nicht gewährleistet. IST-Werte werden lückenhaft ausgefüllt und
der Rücklauf nicht systematisch überwacht.
|
|
3.6
|
Die Prüfung der Verfügbarkeit von Rohstoffen und Halbfabrikaten
und die Auslösung von Einwaagen erfolgt oft mit großer Verzögerung.
|
|
4.
4.1 |
Auftragsdurchlauf und
Terminüberwachung
Halbfabrikatelose werden unsystematisch und ohne EDV-Unterstützung
aufgelegt. Auswertungen des Halbfabrikatebedarfes, welche bisher zur
Information genutzt werden, führen wegen Punkt 2.5 und 3.4 zu falschen
Mengengerüsten. Der Rücklauf von Fertigungsabfällen wird nicht
systematisch erfasst und zur Planung herangezogen. |
|
4.2
|
Daraus resultieren Mengen-Steuerungsfehler, Terminverzug und
terminbedingter Mehraufwand.
|
|
4.3
|
Die Termine für Fertigungsaufträge führen wegen Punkt 3.4 zur
ganz persönlichen Eigensteuerung der Vorfertigung und nach bereits
eingetretenem Terminnotstand zur Fremdsteuerung durch die Stanzerei.
Hierbei bleiben wirtschaftliche Losgrößenbetrachtungen der
Vorfertigung zugunsten der Stanzerei auf der Strecke.
|
|
4.4
|
Terminbesprechungen führen selten zu vernünftigen Lösungen,
jedoch zu 90% zu permanenter Verärgerung der Kunden und zur
Überlastung der von den Auswirkungen betroffenen Mitarbeiter. Die
permanente "Nebensteuerung" durch Terminretter war bisher der
einzige Ausweg aus dem Dilemma, verursacht jedoch hohe Kosten und
verhindert die Wirksamkeit systematischer und wirtschaftlicher Abläufe.
|
|
4.5
|
Die zentrale Aufbewahrung der Auftragsoriginale zunächst in der
Vorfertigung und dann in der Stanzerei führt in der Übergabephase
vorgefertigter Halbfabrikate-Teilmengen zur Vervielfältigung der
Arbeitspapiere und zu fehler- und lückenhaften Dokumentationen sowie zu
Papiertourismus mit Maschinenstillstandszeiten.
|
|
4.6
|
Nach markanten Fertigungsschritten wird die EDV-Auftragsdatei zur
übergreifenden Information mit Status-Angaben versehen, die den
aktuellen Fertigungsstand widerspiegeln. Ausgenommen sind die
auftragsanonym vorgefertigten Halbfabrikate, Produkte und Konsi-Mengen.
Der ungenügende Betriebsservice und die mangelnde
Einsatzbereitschaft der EDV zu betriebsarmen Zeiten führen zu
erheblichen Verzögerungen in den Abläufen und zur Aktualität der
Statusinformationen.
|
|
5.
5.1 |
Fertigstellung
und
Auslieferung
Bei Fertigstellung erhalten die Arbeitspapiere der Vorfertigung
Zeit- und Mengenangaben, die Stanzerei übergibt und dokumentiert
generell nur Gewichtsangaben bezüglich der Ausbringung. Das Zählen und
somit die Stückzahlbestimmung erfolgt erst nach Teilereinigung,
Konfektionierung und Freigabe durch die Qualitätsstelle. |
|
5.2
|
Die Produktzugangs-Buchung, die Umbuchung auf Lagerorte und das
Führen des Ausgangjournales sind wegen der Vielfalt der
Mengeneinheitenvarianten und der festen Gewichtsmengeneinheit des
Metall-Gewichtskontos oft um Faktor 100 oder 1000 falsch.
|
|
5.3
|
Die für die mitzuliefernden Dokumentationen notwendigen Checklisten
müssen zeitaufwendig zusammengesucht, oftmals kopiert und mittels eines
speziellen "Dokumentationstourismus" zusammengetragen werden.
Ein zentraler Aufbewahrungsort in der Nähe von QS oder der
Konfektionierung mit gleichzeitiger Überwachung der Vollständigkeit
des Rücklaufes fehlt.
|
|
5.4
|
Der Abruf der Lieferscheine durch die Versandabteilung und die
nochmalige Kontrolle der angelieferten Mengen führt zu häufigen
Fehlbuchungen (falsche Positionen, falsche Zusammenfassung von
Restmengen) und zu Datenmüll, da beim Auslösen des Lieferscheindruckes
über das Löschen der Restmengen entschieden wird.
|
|
5.5
|
Die im Ausgangsjournal gebuchten und fakturierten Verpackungen
werden nur virtuell gebucht und wertmäßig zwar systematisch, aber
nicht auswertbar fakturiert. Dadurch gehen wertvolle Daten für die
Disposition und der Überblick über den auftrags- oder produktbezogenen
Anteil der Verpackungskosten verloren.
|
|
Mit diesem Paket war die Basis für die zukünftigen
Optimierungsdiskussionen geschaffen.
Natürlich hatte ich für den überwiegenden Teil der
Optimierungsschwerpunkte bereits Lösungsalternativen erarbeitet, die
ich jedoch noch zurückhielt.
Die Erfahrungen der ersten 3 Monate hatten
gezeigt, dass vorskizzierte Lösungsvorschläge Rechfertigungsorgien der
Betroffenen auslöste, die immer nach dem gleichen Muster abliefen.
Zuerst untermauerte man die bisherige Arbeitsweise mit allerlei
historischen Details.
Dann folgte das Zerpflücken der Idee, wobei
vornehmlich der Mehraufwand für die neuen Schritte hervorgehoben wurde,
ohne den Wegfall entbehrlicher Arbeitsgänge zu erwähnen. Die
Mitarbeiter wurden stets als schwerfällig hingestellt, damit die
bisherige Arbeitweise gerechtfertigt erschien. Mitdenken - ja, selbst
denken - hielt man bei den Mitarbeitern für nahezu unmöglich. So nahm
eine kleine Gruppe (die Einäugigen...) das Recht in Anspruch, für alle
zu denken. Derart polarisierte Kompetenz ist zwangsläufig mit der
Ausübung von Autorität verbunden. Das wiederum verträgt nur sehr
schwer Korrekturen von Außen, denn gerade diese
"Zwangsautorität", die sich wesentlich von der
entgegengebrachten Autorität unterscheidet, wird von der Mannschaft
noch mehr infrage gestellt.
Eigentlich hatte ich erwartet, dass meine Denkanstöße zu
Optimierungsvorschlägen führen würden, aber nichts geschah, obwohl
die Buschtrommeln heftige Diskussionen signalisierten. Diese zielten
jedoch auf eine Allianz der Betroffenen gegen mich ab, weil man glaubte,
mit einer gemeinsamen Verweigerungshaltung Veränderungen abblocken zu
können.
Dr. Freund hielt sich ebenfalls bedeckt, da er in vielen Missständen
die eigenen organisatorischen Steuerungsfehler erkannt hatte und sich
ebenfalls nicht traute, von "unglücklichen" Entscheidungen
oder Veranlassungen abzurücken, ohne einen Autoritätsverlust hinnehmen
zu müssen. Kaiser und Heger nährten diese Haltung bei ihm mit ihren
eigenen Bedenken und verschafften sich damit wenigstens eine taktische
Position, wenn schon die sachlichen Positionen unhaltbar waren.
Lautloses Optimieren, bei dem alle Betroffenen als Sieger oder als
Gewinner hervorgehen, das hätte sich Dr. Freund gewünscht. Es wäre
seine Aufgabe gewesen, das Team entsprechend anzuleiten. Dabei waren die
Veränderungen schon in vollem Gang und wurden im Monatsbericht Dezember
1993 von ihm wie folgt kommentiert:
... die Vorarbeiten für die Sanierung des
Artikelstammes und die Neustrukturierung der Abläufe für die
Bestandsermittlung wurden vorangetrieben...
... das PC-gestützte Überwachungs- und Auswertesystem für
Scheidgüter ist aufgebaut und im Netzwerk installiert...
... der starke Auftragseingang zwang zum beschleunigten Aufbau eines
Bedarfsermittlungsprogrammes...
... der Dispositionsablauf für gängige Fertigprodukte wurde
verbessert. Dadurch soll die verbrauchsorientierte
Lagerauftragsfertigung transparent gemacht und Just-in-time besser
gesteuert werden...
... der Arbeitsvorrat der EDV ist mit dem Kapazitätsplanungsrechner(acs) weitestgehend abgeglichen,
sodass die
Simulation als Planungsmittel voll einsatzfähig ist.
|
Terminologie und Taktik
Während meiner breitgefächerten Aufbau- und
Sanierungstätigkeit, die nach meinem Gefühl viel zu langsam voran
ging, musste ich in regelmäßigen Abständen zum Fortgang der einzelnen
Aktionen Stellung nehmen. Man nennt das "Berichtswesen" und es
dient sowohl der exakten Information als auch dem Erstellen einer
Stoffsammlung für die Berichte an die nächst höhere Stelle.
Meine Monatsberichte bestanden aus Kenndaten der
Materialwirtschaft, Veränderungen zum jeweils letzten Monat und einer
Vorschau auf die geplanten Optimierungsschwerpunkte der nächsten vier
Wochen. Bemühte ich mich anfangs um eine ausschließlich sachliche
Berichterstattung, so flossen nun zunehmend auch emotionale
Randbemerkungen ein.
Die Ursachen und Details waren Dr. Freund bestens
bekannt, doch er befasste sich nicht mit dem Inhalt der Bemerkungen
sondern mit seiner subversiven Auswirkung auf die Streitkultur. Art und
Mittel der Auseinandersetzung waren zu Beginn meines Schaffens in der
neuen
Position noch wesentlich von meiner langjährigen Einkaufstätigkeit
geprägt.
In meinem Bericht vom Februar 1994 verwandte ich Formulierungen, die Dr.
Freund dazu veranlassten, den Bericht im Original zurückzugeben.
Offensichtlich hatte ich mich in der Terminologie vergriffen und diese
Art der Rückgabe signalisierte mir: So nicht!!
Mich ärgerte meine ungelenke Wortwahl, die so typisch für
emotionale Ausbrüche ist.
Zum Thema Lageraufträge hatte ich bemerkt:
"Die nach dem neuen Dispositionssystem
eingeplanten Lageraufträge zur Sicherstellung der wirtschaftlichen und
termingerechten Abwicklung von Abrufaufträgen wurden ausgestellt,
jedoch von der Produktion nicht ausgeführt. Das Thema ruht, bis das
Auftragszentrum von der Produktion unbehindert weiteroptimieren kann.
Die Lageraufträge für Rahmenaufträge werden nach Herstellung der
Akzeptanz der Maßnahme bei allen beteiligten Personen erneut eingeplant. Wir werden dann endgültig in
wirtschaftlichen Losgrößen fertigen können."
Die Belastung und Auswirkungen infolge
außerordentlich starker Störungen des Tagesgeschäftes durch
Terminrettungsaktionen, für die der Vertriebsleiter ein
"Krisenmanagement" eingerichtet hatte, kommentierte ich mit:
"Das Auftragszentrum konnte personalgeschwächt
die dringend notwendige Aufbauarbeit wegen der starken Einbindung in das
"Krisenmanagement" nicht fortführen. Die
Auftragsdurchlaufsimulation geriet dadurch erneut in einen nicht
belastbaren Zustand und der Aufbau der Halbfabrikatedisposition
ruhte."
Dr. Freund markierte die hier fett hervorgehobenen
Passagen, versah sie mit Fragezeichen und bat um Rücksprache.
Diese Gelegenheit nutzte ich nochmals, um den hohen Grad der von der
Produktion praktizierten Verweigerung zu reklamieren. Auch wies ich
darauf hin, dass der Widerstand von Kaiser höchstpersönlich
organisiert und von Drescher nur allzu gern umgesetzt wird, weil es
seine Position als Rudelführer der Stanzerei und Möchtegern-Terminator unterstrich.
Einsicht war nicht zu erwarten, weil das Eingeständnis falscher
Arbeitsweisen die Konsequenz gewesen und das Defizit der von der
Mannschaft entgegengebrachten Autorität noch größer geworden wäre.
Eigentlich bestand für Dr. Freund genug Handlungsbedarf zur
Harmonisierung, doch er ging dem Konflikt aus dem Weg. Statt dessen bat er mich um Änderungen in der Formulierung meines
Berichtes und um mehr Geduld bei der Umsetzung meiner Aktionen.
Zur Formulierung "Krisenmanagement" musste er erstaunt
feststellen, dass diese von Heger stammte und von mir nur satirisch in
der Annahme zitiert worden war, dass Dr. Freund die Hintergründe der
völlig überzogenen Aktion kenne. Dem war nicht so und die Dinge waren
schnell dargestellt. Auch hier bat er um die Entfernung des Wortes
"Krisenmanagement", denn das könne in einem sachlichen
Bericht und in diesem Zusammenhang nicht stehen bleiben.
Reichlich enttäuscht nahm ich die Korrekturen vor.
Erst sehr viel später erkannte ich, dass derart emotionale Bemerkungen
und Vorgehensweisen meine Situation und meine Position nur schwächten. Während dieses Gespräches ging ich auch ausführlich
auf eine andere "Baustelle" ein, die meiner Meinung nach sehr
vordringlich in Angriff genommen werden musste. Kaiser beklagte nämlich
zunehmend den Zustand der "Checklisten", jene
Produktdatenblätter, aus denen die wichtigsten Informationen für die
Herstellung, Prüfung, Dokumentation und Verpackung hervorgingen. Kaiser
hielt die Erstellung und Pflege der Papiere für eine Tätigkeit, für
die mein Mitarbeiter Lauer bestens geeignet wäre. Lauer - Leiter der
Arbeitsvorbereitung - war ursprünglich Fertigungsleiter und Kaiser´s
Vorgesetzter gewesen. Nun gefiel sich Kaiser in der umgekehrten Rolle
und wollte Lauer demütigen. Das musste ich verhindern, wusste doch
jeder Mitarbeiter der Produktion um das Fachwissen - aber auch um das
schwache Durchsetzungsvermögen Lauer´s.
Betrachtete man sich die Systematik der Entstehung der Checklisten, so
stellte man schnell fest, dass dies nach dem Zufallsprinzip ablief.
Gleichzeitig gab es die Prüfung von Kundenspezifikationen, die - wie
bereits erwähnt - lediglich in die Einzelfeststellungen mündeten
"geht" oder "geht nicht". Was lag also näher, als
die Prüfung der Spezifikationen und die Erstellung der Checklisten
miteinander zu verbinden? So musste bei jeder Teilprüfung klar
festgehalten werden, was wie machbar ist. Dies jedoch lief auf eine
arbeitsteilige Arbeitsweise bei der Erstellung der Checklisten hinaus,
bei der auch Kaiser kräftig mitarbeiten musste. Das war für Kaiser
Grund genug, die Vorgehensweise zu blockieren. Meine Vorschläge und
sein Gejammer um die lückenhaften und teilweise falschen Checklisten
drehten sich im Kreis.
Dr. Freund sollte als gemeinsamer Vorgesetzter den Weg für eine
sinnvolle Kooperation ebnen. Auch das war offensichtlich ein nicht
realisierbares Anliegen.
Sein Vorschlag war das Bilden einer kleinen Arbeitsgruppe unter Vorsitz
des Qualitätssicherungsleiters. Zunächst wurde das Thema noch einmal
vier Wochen verschleppt, weil man keinen gemeinsamen Termin fand.
QS-Mann Winter hatte sich inzwischen mit der Materie befasst und hielt
meinen Vorschlag für sehr gut umsetzbar. Als sich die Arbeitsgruppe
erstmals traf, staunten Winter und ich nicht schlecht, als Kaiser eben
dieses Verfahren, das ich seit Wochen versuchte umzusetzen, selbst
vorschlug. Erst glaubte ich an Einsicht und Überzeugungsarbeit durch
Dr. Freund, dann musste ich feststellen, dass Kaiser die Vorgehensweise
mit großer Überzeugung vortrug und uns auf jeden Fall auch überzeugen
wollte. War das Taktik oder eine Art Bewusstseinstrübung? Wir waren
jedenfalls so verblüfft, dass wir das Verfahren schnell festschrieben.
Winter ging in seinem Gesprächsprotokoll sogar so weit, dass er den
Vorschlag als Kaiser´s Vorschlag festhielt.
Dr. Freund lobte Kaiser wegen dieser besonders guten Idee und ließ mit
keinem Wort den ihm bekannten tatsächlichen Sachverhalt erkennen.
Während eines späteren Gespräches empfahl mir Dr. Freund,
grundsätzlich so vorzugehen. Wenn es mir gelänge, Winter mit Ideen zu
unterwandern und dieser dann die Ideen als seine eigenen vorschlägt,
dann kämen wir schneller weiter. Hauptsache sei, die Maßnahmen würden
umgesetzt und er wisse, wie es gelaufen sei.
Mit dieser Taktik konnte ich mich nicht anfreunden, denn das hätte
bedeutet, den Täter zum Missionar und den tatsächlichen Missionar zum
Messdiener zu machen.
Es war schon schlimm genug, dass ich die Verursacher und Verwalter von
Missständen taktisch so behandeln sollte, als hätten sie eine Lösung
parat, mit der sie mir zeigen könnten, wie vorzugehen sei.
Entsprechend vielfachen Wunsches präsentierte ich meine Liste der
Optimierungsvorschläge.
|
|
Angebotsbearbeitung
Beim Umlauf neuer SPEC´s werden alle relevanten
Checklisten, sowie ggf. das Formblatt "Angebotseinholung" ausgefüllt, auch
wenn eine Artikelnummer noch nicht eingerichtet ist.
Abmessungsvarianten von Standardartikeln werden die Checklisten des ähnlichsten Artikels bei der Vorklärung zugeordnet.
Die Checklisten sind die Basis für die Angebotsausarbeitung. Herstellschritte und die dazugehörigen Mengen- und Zeitangaben
werden vor Angebotsabgabe nochmals gemeinsam geprüft.
Zum Kalkulieren kann die vorhandene OA2-Datenbank
reorganisiert und der Datenbestand um die Artikelnummern ergänzt werden,
damit sie auch für Nachkalkulationen einsetzbar ist.
Der Angebotspreis kann nach Erstellung des Zusatzprogrammes über die gleiche Datenbank im PC-Netz kalkuliert werden.
Die unter beschriebenen Datenbanken und Programme
können mit der in OA3(oder später in WinAccess) eingerichteten Werkzeugdatei und Legierungsdatei ebenso verknüpft werden, wie mit
separat pflegbaren Dateien für Stunden- und Gemeinkostensätze.
Zusatzinformationen sind über das PC-Netz erhältlich.
Kalkulationen im Sinne der Kostenbewusstmachung müssen unverfälscht sein und die aktuelle Situation widerspiegeln.
Das Kalkulieren der Selbstkosten sollte außerhalb des Vertriebes erfolgen und die Anpassung der Verkaufspreise an das
durchsetzbare Preisniveau an Aktionspläne zur Realisierung von Gewinnen gekoppelt werden.
Das
Auftragszentrum muss zukünftig alle Angebots-Liefertermine mit
nennenswerten zu erwartenden Kapazitätsbelastungen gründlich prüfen.
Der neue Matchcode hat bereits das Auffinden von
Produktvarianten erleichtert. Die Nutzung der einzurichtenden Datenbanken
für Checklisten und der Produktstammdaten im Netz ermöglicht einen exakten papierlosen Vergleich. Zur Bestandsführung
werden die Master-Artikel bestimmt, auf denen die Bestände physisch identischer Varianten gebucht werden.
Bestände können in der LAWI reserviert werden.
Hierzu muss ein Verfahren festgelegt werden, das exakt regelt, wer wann und wie
lange reserviert und die Reservierung wieder umwandelt.
Die Prüfung der Verwendbarkeit ermittelter freier Produktbestände und die Vorführung zur Prüfung durch
die Qualitätsstelle sowie die an schließende körperliche Reservierung erfolgt durch die
Konfektionierung.
|
|
Auftragserfassung und -pflege
Für Aufträge ohne vorangegangene Angebote gelten
grundsätzlich ebenfalls die obigen Lösungen. Die Artikelnummersystematik kann Pseudoartikel
beinhalten. (Pseudoartikel in Nixdorf = Artikel, welche Produkte eines festgelegten Abmessungsbereiches abdecken und in jeder
Mengen- und Preiseinheit bestätigt, geliefert und fakturiert werden können. Im Auftragsbestand und der Historie werden die exakten
Abmessungen geführt, sind jedoch in LAWI nicht disponibel)
Für Kleinmengen und Muster gegen Berechnung müssen
Pseudoartikel, wie oben beschrieben, eingerichtet werden. Massen-Kleinteile, wie z.B. Lotdrahtringe sollten generell mindestens mit
Preiseinheit 1000 eingerichtet werden.
Die Aufträge werden vom Vertrieb nach erfolgter
Vorklärung sofort in Nixdorf eingegeben und positionsweise mit dem
Wunschtermin des Kunden in der Schreibweise z.B. 9912 versehen. Die
EDV-Abteilung
stellt sicher, dass für Positionen mit diesen Terminen keine Auftragspapiere ausgedruckt
werden und arbeitet alle Aufträge mit den Terminen zwischen 9901 und 9951 terminlich ab und
versieht die Positionen nach Klärung der Liefersituation und Einlastung in LAWI und ACS mit den realisierbaren Terminen.
Der Vertrieb prüft die Auftragsbestätigungen und genehmigt.
Vorteil: Die Positionen werden frühestmöglich eingeplant, Termine auf Machbarkeit geprüft und Bestände rechtzeitig
reserviert.
Es ist sinnvoll, innerhalb des Vertriebes bei der
Abwicklung der Aufträge einheitlich zu verfahren. Wir müssen Änderungen
innerhalb der Positionen nach Möglichkeit reduzieren.
Hinzugefügte Positionen sollten auf den Papieren deutlich gekennzeichnet werden. Ausdrucke kompletter Sätze bei Termin-Änderungen können durch Kopien einfacher Änderungsmeldungen
an den Kunden vermieden werden.
Die zu liefernden Mengen werden unter einer Positionsnummer als Restmenge geführt. Für die Abruflieferungen werden Listen
erstellt, die zur Einplanung und Lieferung dienen.
Restmengen unter 9952 müssen belastbar sein, da sie zur Planung der Halbfabrikatmengen dienen.
Die EDV-Datensätze werden terminlich aktualisiert.
Die bekannten Abfragemasken und -listen werden um ein Zusatzfeld mit dem
ursprünglichen Liefertermin versehen. Der Vertrieb überschreibt
diesen Termin, sobald der Kunde dem neuen Termin zugestimmt, oder er diesen selbst geändert hat.
Aus beiden geführten Terminen erstellt die EDV Verzugslisten für alle ><-Termine und bildet je zugesagter Lieferwoche die
Summen für Anzahl und Umsatz getrennt nach 5, 7 und 8.
Der Vertrieb arbeitet die neu gemeldeten Verzüge mit den Kunden ab.
|
|
AZ, Arbeitsvorbereitung und Materialwirtschaft
Die Aufträge müssen weiterhin manuell in acs
eingegeben werden. Vorgeschaltet wird eine Routineüberprüfung zur Ermittlung der
Verfügbarkeit und Verwendbarkeit von Produkt- Lagerbeständen und nach Auswertung der
Stammdatei die Festlegung und Prüfung
der Halbfabrikat- bzw. Rohstoffbestände. Vorrätige freie Produktmengen werden reserviert oder Halbfabrikatmengen
auftragsbezogen vorgemerkt. Nach erfolgter Bedarfsermittlung bei den
Halbfabrikaten werden wirtschaftliche und termingerechte Lose aufgelegt und verplant. Somit wird das bisher schon übliche
ungeplante Zusammenfassen von Halbfabrikatmengen durch geplantes Produzieren von optimalen Losen abgelöst. Die Lose für
die Vorfertigung und die Endbearbeitung werden getrennt in acs eingelastet; folglich beginnen die Strukturen
der Endfertigung grundsätzlich mit einer Lagerentnahme Halbfabrikat.
Die
Chargenrückverfolgbarkeit wird über die Halbfabrikats-Checklisten sichergestellt.
Die acs-Strukturen werden überarbeitet und
Mindest-Belastungszeiten für Kleinmengen festgelegt. Die vorzuhaltende Kapazität
wird für 4 Wochen im Voraus zusammen mit den Meistern geplant.
Kurzfristige kapazitätsrelevante Änderungen infolge Sonderterminen, Personal- oder Aggregatausfällen u. ä. werden zusammen
mit dem Auftragszentrum geregelt.
Die Arbeitsvorratslisten werden nach Entflechtung der
unterschiedlichen Strukturen belastbare Steuerungselemente sein. Auftretende
Abweichungen vom Arbeitsplan werden dann entsprechend der acs-Philosophie intern gemakelt und führen nicht zwangsläufig zur
Verschiebung der Ausliefertermine.
Die Trennung der Strukturen in Halbfabrikate und
Endprodukte erfordert andere Arbeitspapiere. Die Datenbank, welche eine Artikelstammdatenbank, die Werkzeug-Datenbank und die Elemente-datei umfasst, kann zur Herstellung von Fertigungspapieren, von Materialentnahmescheinen und Zugangsbelegen benutzt werden.
Ergänzt wird diese Datenbank durch die Checklisten- und
Kalkulationsdatei, welche miteinander verknüpft werden können.
Wesentliches Steuerelement ist dann die Arbeitsvorratsliste.
Die Checklisten
für alle zusammenfassbaren
Halbfabrikate werden zusammengefasst.
Strukturen, die sich nicht trennen lassen, bleiben unverändert.
Das Erfassen von IST-Werten muss getrennt von den Checklisten erfolgen. Für Aufträge mit mehreren Teilliefertermin wird nur
noch eine Checkliste je Artikel ausgegeben, die IST-Werte vorerst auf noch zu erstellenden Listenformularen gesammelt und nach Erledigung des Auftrages abgelegt.
Wilde Fotokopien von Checklisten und Datenerfassungsblättern sind unzulässig.
Arbeitsvorbereitung,
Materialverwaltung und Vertrieb ermitteln bei Einplanung der Fertigungslose (Vormerkungen in
LAWI) zum frühestmöglichen Zeitpunkt die Notwendigkeit und Terminsituation der Dispositionen.
Zur Vollständigkeit des Überblickes werden die Kumulierrückläufe in LAWI
erfasst und verplant.
|
|
Auftragsdurchlauf und Terminüberwachung
Beginnend mit Hartlot werden die Produkte systematisch
in die Halbfabrikate "zerlegt" , Über Vormerkungen in LAWI
disponiert, in acs eingeplant und mit neu zu erstellenden Arbeitspapieren
Zug um Zug umgestellt. Die Kumuliermaterialien werden erfasst und sind integraler Bestandteil der Planung.
Materialverwaltung und Produktion erarbeiten Schmelz-, Gieß- und
Strangpresskampagnen. Somit entstehen kleine handliche Regelkreise.
Besondere Disziplin erfordern die wenigen noch verbleibenden Komplettstrukturen. Auch hier
muss nach Arbeitsvorratsliste gesteuert werden.
Störungen während der einzelnen Kampagnen sind leichter zu beheben. Die "Legierungslisten" und die Terminangaben
für Einzelschritte auf den Arbeitspapieren werden Zug um Zug als Steuerdaten
von Bedarfslisten für Halbfabrikate und von Arbeitsvorratslisten
abgelöst.
Optimale Losgrößen werden nach wirtschaftlichen
Gesichtspunkten festgelegt und nur im Ausnahmefall von terminlichen
Notwendigkeiten beeinträchtigt.
"Rückstandsbesprechungen" der bisherigen
Art sind aus Sicht des Auftragszentrums nach konsequenter Umsetzung des neuen Konzeptes out.
Das Auftragszentrum wird die Abweichungen der einzelnen Fertigungsabteilungen
vom Arbeitsvorratsplan in Einzelgesprächen harmonisieren.
Oberste Priorität hat die Einhaltung des Endtermines!
Die Gruppen klären sämtliche Terminfragen ausschließlich mit der
Arbeitsvorbereitung.
Das Auftragszentrum ist daran interessiert, an Produktionsbesprechungen
teilzunehmen, bei denen kapazitätsrelevante Veränderungen erörtert werden.
Arbeitspapiere, Checklisten und die geplanten
IST-Werterfassungslisten werden getrennt während der Herstellzeit bei den Meistern aufbewahrt. Die Auftragsoriginale
befinden sich bis zur Auslieferung in der Konfektionierung und werden danach dort zusammen mit den Checklisten und
IST-Werterfassungslisten abgelegt. Das Vorführen von Lagerbeständen bei
der Qualitätssicherung mit den dazugehörigen Dokumentationen und das Erstellen von
Dokumentationen kann dann ebenfalls auf engstem Raum ohne Zeitverschwendung erfolgen.
Die STATUS-Angaben können weiterhin genutzt werden.
Das Auftragszentrum stellt über die tagesgenaue Pflege des acs-Bestandes und
die Halbfabrikat-Zugangsbuchungen die erforderliche Transparenz her.
Für die EDV-Anlage muss die 24-Stunden-Bereitschaft eingerichtet werden mit automatisierten Datensicherungsroutinen außerhalb
der Geschäftszeiten.
|
|
Fertigstellung und Auslieferung
Es ist zu überdenken, ob bei Dickentoleranzspektren
von 20% Materialbeistellungen zum Stanzen sinnvoller in Längen (anstatt
Gewichten) erfolgen und über zuverlässige Hubzähler zu Stückzahlangaben vor dem Reinigen und Konfektionieren führen
sollten.
Das Wissen um die produzierte Stückzahl kann dann über das Gesamtgewicht der Menge zur Festlegung des Befüllgewichtes
führen.
Grundsätzlich muss die "Zehnerprobe" mit Faktor 100 bei Kleinteilen, bei welchen Doppelungen mit bloßem Auge nicht
feststellbar sind, infrage gestellt werden.
Wie bereits vorgeprüft, ist das parallele Buchen des
Ausgangsjournales zusammen mit der Edelmetall-Positionsbuchung möglich.
Sinnvoll ist es jedoch, die mit der Buchung des Ausgangsjournales erfolgende Verpackungserfassung zu ändern.
Wie bereits angeregt, können durch eine zentrale
Aufbewahrung der Auftragsdokumente und Checklisten für Endprodukte in der Nähe
der Qualitätsstelle und der Konfektionierung kurze und
rationelle Arbeitsabläufe ermöglicht werden.
Die Lieferscheine werden in Zukunft von der
Konfektionierung abgerufen und zusammen mit der Ware dem Versand übergeben.
Die Konfektionierung entscheidet über Teil- und Restmengen und löscht ggf. die Restmengen.
Alle gängigen Verpackung sind in der EDV
erfasst und
können als ordentliche Auftragspositionen geführt werden. Bei
Auftragserfassung entsteht so eine automatische Vormerkung und durch die
Lieferscheinbuchung eine Verbrauchsbuchung. Das ermöglicht die zuverlässige Bestandsführung und Disposition der Verpackung
und die periodengenaue Kostenträgerzuordnung von Verpackungsaufwand und -erlösen.
Auswirkung des Berichtes
Mit diesen Vorschlägen waren einige Herren erst
einmal beschäftigt und sie ergingen sich wieder in Rechtfertigungen.
Wegen des "drohenden" Urlaubes unseres Teamleaders rannten
sie ihm die Bude ein, um einen Aufschub zu erzielen. Natürlich sah er sich wieder einmal genötigt, für "Ruhe an den
Fronten" zu sorgen, damit die heile Welt des Arbeitsgebietes
wenigstens für 3 Wochen heil blieb.Kurz vor Antritt seines Urlaubes schrieb mir Dr. Freund folgende Zeilen:
Lieber Herr Grün,
leider habe ich Sie am vergangenen Freitag nicht mehr
sprechen können, so dass ich Ihnen vor meinem Urlaub noch ein paar
Zeilen schreiben möchte.
Nachdem von Ihnen inzwischen umfangreiche Vorarbeiten
zur Verbesserung unserer Abläufe erarbeitet wurden, tritt die
Notwendigkeit zur Umsetzung in die Praxis immer mehr in den Vordergrund.
Hierbei gibt es einige Spielregeln zu beachten, um diese Umsetzung
insgesamt erfolgreich durchzuführen. Bezüglich der Einhaltung dieser
Spielregeln bestehen nach meinem Eindruck bei Ihnen noch einige Defizite
im zweckmäßigen Umgang mit dem Umfeld (Bitte dies nur als sachliche
Feststellung zu verstehen). Ich möchte Ihnen dabei behilflich sein,
diese Defizite im gemeinsamen Interesse so rasch wie möglich zu
beseitigen, damit wir die geplanten Verbesserungen zügig und ohne
allzu große "innere Reibungsverluste" in die Tat umsetzen
können.
Daher möchte ich mit Ihnen folgende Vorgehensweise
vereinbaren:
1. Alle Änderungen, die Sie in unseren
organisatorischen Abläufen vornehmen wollen, werden wir zunächst
gemeinsam besprechen, um u.a. festzulegen, mit welchen anderen Bereichen
die geplanten Änderungen vor deren Einführung zweckmäßigerweise
noch abgestimmt werden sollten. Damit soll vermieden werden, dass
wichtige Aspekte, die Ihnen ggf. (noch) nicht geläufig sind, übersehen
werden, und wir erreichen von vorne herein eine bessere Akzeptanz.
Diesem
Aspekt messe ich große Bedeutung zu!!
2. Nach einem Gespräch mit Herrn Lauer erscheint es mir sinnvoll, dass
Sie ab Anfang März eine 14-tägige Runde einführen mit Teilnehmern
aus der Fertigung und dem Vertrieb. In dieser Runde (die durchaus
wechselnde Teilnehmer haben kann) soll den Teilnehmern Gelegenheit
gegeben werden, sich über den aktuellen Stand der vom Auftragszentrum behandelten
Aufgabenstellungen zu informieren und vor allem auch "Sorgen und
Fragen" im Zusammenhang mit den organisatorischen Abläufen los zu
werden.
Bitte
bedenken Sie, dass Sie zur Umsetzung Ihrer
Vorstellungen auf Mitarbeiter und Kollegen angewiesen sind, die Ihnen
nicht direkt unterstehen. Überzeugungsfähigkeit und Bereitschaft zum
Konsens sind daher wichtige Instrumentarien, um die als richtig
erkannten Ziele zu erreichen.
In diesem Sinne weiterhin viel Erfolg und viele
Grüße
Ihr Gerhart Freund
Mit dieser taktischen "Bremse" in bester
Konsens-Terminologie wurde ich drei Wochen lang blockiert. Taktik und Terminologie sind normalerweise von
gegenseitiger Achtung und Akzeptanz abhängig. Führt die Taktik jedoch zum Achtungs- und Respektverlust, so ist sie
meiner Meinung nach nicht empfehlenswert. Dr. Freund hat mir seine
Unterstützung zwar versichert, aber das freie Handeln verweigert.
|
|
acs-Wassermann
Der Mai stand ganz im Zeichen des Teams
"Wassermann", dessen "acs-Philosophie" zur idealen
Strategie unseres Geschäftes erklärt wurde. Diese Strategie zielte auf
die Reduzierung der Durchlauf- und Lieferzeiten sowie eine Senkung des
in Rohstoffen und Halbfabrikaten gebundenen Kapitals ab.
Kernstück war die PC-Software TIM 2700, mit deren Hilfe komprimierte
Arbeitspläne mit Belastungsdaten erstellt, Arbeitsvorräte (Aufträge)
sowie vorgehaltene Kapazitäten eingelastet und Kapazitätsauslastungen
simuliert werden konnten. Bei richtiger Anwendung belastbarer Strukturen
entsprach das der Machbarkeitsprüfung von Lieferterminen während der
Angebotsphase und vor Auftragsbestätigung.
Meine intensiven Bemühungen, mit dem bereits vorhandenen Datenbestand
brauchbare Ergebnisse zu erzielen verliefen zäh und erweckten bei Dr.
Freund den Eindruck, dass ich noch mehr Informationen zum System
bräuchte. Die Unternehmensberatung "acs" hielt zu diesem
Zweck regelmäßig Seminare ab. Dr. Freund meldete uns zu einem
3-Tage-Seminar an, das in einem bekannten Hotel im bayerischen Miesbach
stattfand. Während ich früher zu solchen Terminen per Auto anreiste,
musste ich jetzt eine recht unbequeme Bahnfahrt in Kauf nehmen, während
der wir zweimal umsteigen mussten. Der Grund war recht einfach - unser
Teamleader war Eisenbahnfreak.
Dr. Freund, der das acs-System ausführlich kannte, wollte mich
allerdings bei dieser Gelegenheit näher kennen lernen, weil er
inzwischen recht verunsichert war, wie es mit mir weitergehen konnte.
Seinem persönlichen Eindruck stand der Druck mehrerer Seiten entgegen. Es
galt, mich auf seine beliebte Konsens-Linie einzuschwören. Ruhe an
allen Fronten war sein größtes Bedürfnis.
Die Bahnfahrt bot wegen des total überfüllten ICE keine Gelegenheit zu
einem ersten Gedankenaustausch, das war erst anlässlich unseres
Abendessens möglich.
Dr. Freund würdigte mein Engagement ausgiebig, hielt jedoch meine
Vorgehensweise für besonders direkt und gelegentlich kompromisslos. Er
sah sich inmitten schwieriger Mitarbeiter, die nur schwer zu führen
seien. Während unserer angeregten Unterhaltung tauschten wir unsere
Einschätzungen über Winter und Heger aus und stellten fest, dass sich
unsere Ansichten deckten. Winter war in seinen Augen ein einfach
gestrickter Geist mit einer Reihe gravierender Schwächen, zu denen auch
mangelnde Anpassungsfähigkeit und Sturheit gehört. Er missbilligte
auch die Gemeinsamkeiten mit dem Meister der Stanzerei, der als graue
Eminenz fungierte. Defizite sah er im metallurgischen Bereich, aber auch
im analytischen Denken Kaisers. Heger charakterisierte er als
Choleriker, Mimose und unangenehmen Zeitgenossen. Ihn störte vor Allem
seine unverhältnismäßigen und überzogenen Reaktionen, die er sich
ihm gegenüber anmaßte. Von seinen fachlichen Qualitäten war er auch
nicht mehr so überzeugt, wie anfänglich.
Mich schätze er - wie er sich ausdrückte - als besonders analytisch denkenden Mitarbeiter mit
einem großen Spektrum. Niemand hätte bis zu diesem Zeitpunkt Mängel
so umfassend diagnostiziert und derart qualifizierte Vorschläge
unterbreitet. Etwas peinlich sei jedoch, wie schonungslos ich auch die
ihn betreffenden Mängel bearbeite.
Mir fiel auf, dass wir ähnlich strukturiert dachten und uns im Grunde
sympathisch waren. Zu anderen Anlässen war mir bereits aufgefallen, dass wir uns während Besprechungen im größeren Personenkreis oft
blind per Blickkontakt verstanden und entsprechend agierten. Zum Vorwurf
der Kompromisslosigkeit erklärte ich, dass mich meine fast 25-jährige Einkaufstätigkeit geprägt
hat und ich es gewohnt sei, dass sich meine
Verhandlungspartner kooperativ und partnerschaftlich verhalten. Für
sture Verweigerungshaltungen und primitives Abblocken hätte ich noch
kein Rezept gefunden. So verlief der erste zwischenmenschliche Kontakt
mit Dr. Freund und ich glaubte, sein Vertrauen zu besitzen.
|
|
Das
Tribunal
Unser acs-Seminar
in Miesbach hatte die von mir bisher schon recht gut umgesetzte
Philosophie noch verstärkt, wodurch meine Aktionen noch mehr Dynamik
erhielten. Über jeder Erkenntnis stand die Grundregel: "Die
Kapazitätsplanung und die Fertigungssteuerung gehören in eine
Hand!" Genau das war jedoch bei uns noch zweigeteilt. Ständig
wechselnde Problemstellungen beherrschten deshalb die Tagesarbeit und
ich entwickelte komplette Versorgungskonzepte für Schlüsselkunden, um
deren Just-in-time-Belieferung sicher zu stellen. Das Rezept bestand aus
Lageraufträgen, gegen die sich das aktuelle Geschäft verrechnen
sollte. Die vorausschauende Planung bescherte uns teilweise die
angestrebte Fertigungsberuhigung und damit eine deutlich verbesserte
Ergebnissituation, die die Monatsberichte beherrschten. Unsere
regelmäßigen Gespräche mit Produktion und Vertrieb belegten jedoch,
dass der Prozess nicht schnell genug ablief und durch eine plumpe
Verweigerungshaltung gebremst wurde. Der Nebenkriegsschauplatz hieß
wieder "Checklisten", die zu jeder Gelegenheit als Ursache
für Verzögerungen herhalten mussten.
Die 10 Erfolgsfaktoren
Immer dann, wenn es nicht so richtig voran gehen
wollte, gingen in meinen Monatsberichten die Pferde mit mir durch. So
schrieb ich auszugsweise Anfang März:
Veränderungen:
-
Die nach neuem Dispositionssystem eingeplanten
Lageraufträge zur Sicherstellung der wirtschaftlichen und
termingerechten Abwicklung von Abrufaufträgen wurden ausgestellt.
Die Produktion führte diese Aufträge jedoch nicht aus. Das Thema
ruht, bis AZ von der Produktion
ungehindert weiteroptimieren kann.
-
Die Lageraufträge für Rahmenaufträge werden
nach Herstellung der Akzeptanz der Maßnahme bei allen beteiligten
Personen nach neuem System eingeplant und dann
endgültig in wirtschaftlichen Losgrößen gefertigt.
-
Mit dem Bestandsüberwachungs- und
Dispositionssystem für Rohstoffe und Halbfabrikate werden die
Aufträge abgesichert.
-
Die Zuständigkeiten des Auftragszentrums werden
allen Beteiligten bewusst gemacht, um den ungestörten Fortgang
aller erforderlichen Veränderungen zu ermöglichen.
-
Für die Abwicklung und die Terminüberwachung
aller Lohnbearbeitungen außer Haus werden
mit allen Beteiligten die Zuständigkeiten und der Ablauf geregelt.
Die von Dr. Freund daraufhin rot markierten Passagen
waren Gegenstand einer intensiven Rücksprache, bei der er deutlich zu
verstehen gab, dass derartige Formulierungen in einem offiziellen
Monatsbericht nicht stehen bleiben dürften. Ich würde ihn damit in
Zugzwang setzen und die zwischen den Zeilen zu lesende Beschuldigung,
den Nutzen der von mir skizzierten Veränderungen nicht zu begreifen und
gemeinsam mit den übrigen Funktionsträgern abzulehnen, sei eine nicht
hinzunehmende Äußerung. Ich musste daraufhin die Passagen unter
Protest etwas ändern. Dies löste in mir jedoch den Willen zum
bedingungslosen Angriff gegen den Rest der Welt aus. Das hatte den
Schulterschluss des Teiles des Teams zur Folge, das sich so vehement
gegen meine Veränderungen sperrte.
Unser Teamleader berief eine Besprechung mit allen
Beteiligten ein und bat auch den Betriebsrat hinzu, weil er eine
Störung des Betriebsfriedens befürchtete. Die Veranstaltung sollte
bewirken, dass gemeinsam entweder alle Vollmachten auf das
Auftragszentrum übergehen oder der Störenfried Grün für immer
ausgebremst werden sollte. Die Besprechung hatte damit den Charakter
eines Tribunals.
Das
Tribunal
Der Ablauf der
Besprechung war so geplant, dass ich zunächst alle Gesprächsteilnehmer
auf den neuesten Stand meiner Aktivitäten bringen und die dahinter
stehende Strategie erläutern sollte. Anschließend sollte eine
Diskussion für Klarheit im weiteren Vorgehen sorgen. Dr. Freund
wünschte sich insgeheim, dass ich so überzeugte, dass der Übergang
der Verantwortung auf das Auftragszentrum die logische Konsequenz
darstellen würde.
So begann ich
mit folgenden Overheadfolien:
10
umsetzbare Erfolgsfaktoren
-
Marktgerechte
Steuerung des gesamten Betriebsablaufes
-
Aufbauen
und Nutzen von Ertragspotenzialen bei der Auftragsabwicklung
-
Sicheres
Terminwesen durch die zentrale Abstimmung der Terminwünsche und der
Terminmöglichkeiten
-
Optimierter
Materialfluss durch organisierte, gesteuerte Fertigungsabläufe
-
Laufender
Kapazitätsabgleich und Bestimmung von Losgrößen nach
unternehmerische Zielen
-
Material-
und Lohnertragserfassung durch sicheren, fertigungsbegleitenden
Informationsfluss
-
Die
Produktion arbeitet die Aufträge nach einer ertragsoptimierten
Planung zum exakten Zeitpunkt ab
-
Bei
Personal- und Investitionsentscheidungen sind die vorhandenen Be-
bzw. Auslastungsübersichten zu berücksichtigen
-
Durch
gezielte Arbeitsweise tritt eine Beruhigung des Arbeitsablaufes ein
-
Die aktive
Zusammenarbeit von Vertrieb, Auftragszentrum und Produktion
ist die Grundlage der Ertragswirksamkeit
.........................
Basis des erfolgreiche Auftragszentrums
1. Produkt-/Absatzplanung
Grundlage einer ertragsorientierten Produktionsplanung
ist eine solide Vorgabe der Ziele und Prioritäten. Dies wird erreicht
durch
-
halbwegs realistische Absatzplanung (Produktmengen
anstelle Umsatzhöhen)
-
Ausfiltern der wichtigen Produkte
-
Periodische Aktualisierung beider Punkte anhand des
Auftragsbestandes, der Absatzschwankungen des nicht beplanbaren
Tagesgeschäftes, des Deckungsbeitrages, der strategischen Bedeutung
und der Beurteilung aus Sich des Auftragszentrums
-
Festlegen von Maßnahmen für neue Produkte
2. Aktives Bestandmanagement
Grundlage eines ertragsorientierten
Bestandsmanagements ist die richtige Versorgung der Produktion. Dies
wird erreicht durch:
-
eindeutige Artikelstrukturen für Rohstoffe,
Hilfsstoffe, Halbfabrikate und Fertigerzeugnisse
-
das Einbinden der Basisdaten der Produktplanung und
des Auftragsbestandes zur optimalen Disposition
-
Festlegen der Sicherheitsbestände
-
Installieren einer Vorrats-Simulation
(Forecast)
-
regelmäßige Analysen des Verbrauchsverhaltens
3. Kapazitätsplanung
Grundlage einer ertragsorientierten AZ-Tätigkeit ist
die Effektivität des Einsatzes vorhandener Kapazität. Dies wird
erreicht durch:
-
Ermittlung des Primärbedarfes, resultierend aus
dem Ergebnis der Produktplanung und der laufenden Aufträge
-
Analyse der kapazitätsbestimmenden Faktoren
innerhalb der Fertigungsbereiche
-
Bilden von Leistungsgruppen
(DAVID´s)
-
Kapazitäts-Ausweichplanung intern/extern
4. Steuerung der Kapazitäten
Grundlage einer ertragsorientierten AZ-Tätigkeit ist
die Effektivität des Einsatzes vorhandener Kapazität. Dies wird
erreicht durch:
-
das erstellen der Leistungsstrukturen für die
Produkte
-
Einlastung der Aufträge für Halbfabrikate und
Fertigerzeugnisse
-
weitestgehend realistische Simulation der
Kapazitätsauslastung der Leistungsgruppen
-
makeln und ausgleichen der Fehlkapazitäten
-
permanente Anpassung der Leistungsstrukturen an die
Veränderungen in der Produktion
-
erkennen und beseitigen von Engpass-Stellen
5. EDV-/PC-Strukturen
Grundlage einer ertragsorientierten AZ-Tätigkeit sind
transparente Informationsstrukturen. Wesentliche Arbeitshilfen sind:
-
Datenbanken zur Umwandlung von Auftrags- in
Produktionsmengen, Materialdaten, Kapazitätsbedarfe,
Checklistendatei, Werkzeugdatei, Materialeinsatzdatei,
Legierungsdatei, Fertigungsauftragsdatei, Artikel- Historiendatei,
Kalkulationsdatei
-
integrierte Programme zur Bedarfsermittlung
-
Terminüberwachungshilfen
6. Fertigungsplanung
Grundlage einer ertragsorientierten AZ-Tätigkeit sind
intelligente, praxisorientierte Arbeitsmittel zur Steuerung, wie
-
die Auftragsdurchlaufsimulation für die
Terminabgabe zu zukünftigen Bedarfen
-
die Auftragsdurchlaufsimulation zu periodengenauen
Planung der Material- und Kapazitätsbedarfe
-
die Arbeitspapiere und Checklisten zu direkten
Umsetzung der Planung
-
Engpass-Ausweichplanung
-
Engpass-Beseitigung
-
Terminüberwachungssystem (acs)
7. Fertigungsorganisation
Grundlage einer ertragsorientierten AZ-Tätigkeit sind
intelligente, praxisorientierte Abläufe in der Produktion. Die
Leistungsbereiche organisieren sich im Rahmen der Ecktermine durch:
-
das Vorhalten qualifizierten Personals in
belastbarem Zustand und der benötigten Kapazität
-
das Vorhalten betriebsbereiter Maschinen und
technisch einwandfreier Werkzeuge sowie ausreichender
Betriebsstoffmengen
-
das Erarbeiten und Realisieren von Störfall- und
Ausweichkonzepten
-
den ertrags- und erfüllungsorientierten Einsatz
der Kapazitäten
-
eine intelligente und vorausschauende Ablaufplanung
und Eigenüberwachung
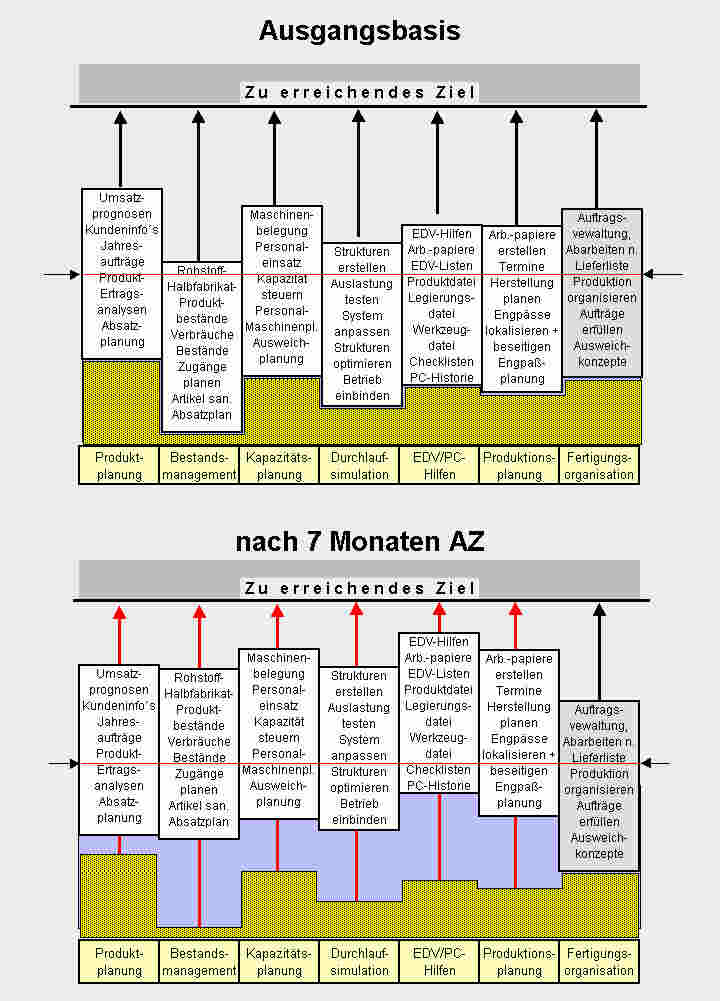
Nach dieser Vorstellung und der permanenten Betonung
des Aspektes Ertragsorientierung war es Zeit, auf die Ausgangsbasis und
den inzwischen erreichten Stand einzugehen. Hierzu benutzte ich eine
Darstellung, bei der die einzelnen Themen zu Beginn in verschieden hohen
Niveauebenen "auf Grund saßen". Nach der Hälfte der für die
Umsetzung der Veränderungen angesetzten Laufzeit zeigte ich, wie stark
sich die Themen vom Grund gelöst hatten und inzwischen frei schwammen -
also deutlich in Bewegung waren.
Im Bereich von Produktionsleiter Winter hatte
sich noch nichts bewegt, wodurch die Stossrichtung meines Angriffes klar
war. Vertriebsleiter Heger kam mit seinem Ergebnis auch nicht
besonders gut weg und stand als zweiter Verhinderer fest. Dr. Freund war
nun gefragt. Der Betriebsrat, die Qualitätssicherung und der Vertrieb
erkannte schon wegen des besseren Ergebnisses klar, dass das Konzept gut
war und zügig umgesetzt werden sollte. Winter konnte den
Argumenten mal wieder nicht folgen und sein Terminator und Adlatus
schoss dümmliche Plattitüden ab, die ihr Ziel verfehlten.
Das Tribunal wurde für Dr. Freund zum Eigentor
und ihm fiel nichts besseres ein, als einen kleinen Arbeitskreis zu
bilden, der das Konzept noch einmal durchgehen und einen Ablauf
formulieren sollte. Mit dieser Maßnahme hatte er einen weiteren Teil
seiner Autorität verloren, denn es war deutlich geworden, dass er
bestenfalls dem neuen Konzept und seinen Auswirkungen folgen, aber die
folgerichtigen Entscheidungen nicht zeitnah treffen konnte.
Konsens-Sehnsucht -
Führungsschwäche Nr. 1
|
|
Die
Klausurtagung
Wenn
man nicht mehr so richtig weiß, wie es weitergehen soll, dann bildet
man einen Ausschuss oder geht in Klausur. Dr. Freund hatte hierzu
einen Ort im Taunus unterhalb einer Burg ausgesucht. Natürlich gehört
zu einer Klausurtagung auch die nötige Vorbereitung. Vertriebsleiter
Heger hatte eigens zu diesem Zweck unseren EDV-Leiter beauftragt,
umfangreiche Auswertungen zu fahren. Die so gewonnenen Erkenntnisse
waren wegen des maroden Datenbestandes zwar nicht belastbar, ergaben
jedoch für ihn genügend Ansatzpunkte, um einen Teil der Produktpalette für fast
tot zu erklären oder als zukünftige C-Produkte einzustufen.
Produktionsleiter Winter hatte sich eigentlich überhaupt nicht
vorbereitet oder stützte sich auf die Vorbereitung von Dr. Freund,
der sich wieder einmal als Mentor seines Sorgenkindes und dessen
Denkprothese profilierte.
Was sollte eigentlich erreicht werden?
Auf der Suche nach neuen Wegen und der Lösung der von mir aufgeworfenen
Fragen musste zunächst eine Ortsbestimmung erfolgen und die von mir
aufgezeigten Fakten erhärtet oder verworfen werden. Dazu hätte es
einer größtmöglichen Neutralität des Moderators bedurft. Dr. Freund
war jedoch wegen der Diskussion um eine Aktion, die völlig unsinnig sehr viel Kapazität
in der Produktion verbraten hatte, mehr oder weniger
gegen mich voreingestellt. Dabei war der Sachverhalt absolut klar. Ein englischer Hersteller von
Scheinwerferlampen benötigte äußerst komplizierte und aufwendig
herzustellende Teile zu einem Preis, der völlig uninteressant war.
Beide klärten die Anforderungen direkt beim Kunden und es reizte
sie die technische Herausforderung, der angeblich keiner unserer Wettbewerber
gewachsen war. Dafür blockierten sie tagelang wichtige
Fertigungskapazität und zahlreiche wesentlich interessantere Aufträge kamen in
Verzug. Als es um die Fertigungsplanung und -steuerung ging, bemängelte
ich das eigenmächtige Hineindirigieren in meinen Verantwortungsbereich.
Dr. Freund vertrat die Auffassung, dass er zu jeder Zeit andere
Prioritäten setzen können und mich nicht um Zustimmung fragen müsse.
Das sah ich jedoch ganz anders. Seine Scheinheiligkeit Vertriebsleiter Heger
stimmte natürlich ebenso der Ansicht von Dr. Freund zu, wie
Produktionsleiter Winter, weil sich damit herrlich Politik machen
ließ. So verlief die Klausurtagung unter einer gereizten Grundstimmung.
Der finale Höhepunkt der
Klausurtagung war aus meiner Sicht die aus dem unausweichlichen
Streitgespräch heraus getroffene Feststellung von Dr. Freund, er
werde alleine entscheiden und mich zu kooperativem Verhalten zwingen,
worauf ich ihm erklärte, er solle tun, was er nicht lassen könne.
Damit war ein deutlicher Bruch zwischen mir und dem Rest der Truppe
vollzogen und ein Konsens in weiter Ferne. Als Krönung des Ganzen riet ich dazu, den
gesamten Werkzeugbau mitsamt Produktionsleiter Winter und seinem
mäßig qualifizierten Vorarbeiter auszugliedern, damit die Beruhigung
zwischen Halbzeugfertigung und dem Stanzbetrieb zwangsläufig greifen
könne und der Stanzbetrieb beweisen müsse, ob er allein überhaupt
wirtschaftlich existieren könne. Das war zu viel für Dr.
Freund, der sich unter starker Beobachtung des ebenfalls anwesenden
Geschäftsführers fühlte. Am gemeinsamen Abendessen nahm ich aus
Protest nicht teil, was mir sehr übel genommen wurde. Es konnte niemand
wissen, dass ich mich aus Prinzip nicht im Streit zum Essen mit
Kontrahenten an einen Tisch setze.
Die gesamte Klausurtagung war aus
meiner Sicht ein Flop, denn sie erbrachte zunächst kein Ergebnis. Erst
einige Tage danach, als man nach konkreten Hinweisen auf konstruktive
Lösungsansätze suchte, griff man meinen Gedanken auf, den Stanzbetrieb
auszugliedern. Doch - dazu sollte es kurzfristig noch nicht kommen. Ich
selbst verfolgte meine Linie nun noch konsequenter und die
wirtschaftlichen Erfolge stellten sich zunehmend ein. Die Klausurtagung
sollte mich jedoch später noch einmal einholen...
|
|
Erfolg
auf ganzer Linie
Es
gibt Tage, die mehr als 12 Stunden haben und solche Tage hatte ich
reihenweise. Aber es lohnte sich! Die Auftragsdurchlaufsimulation war
auf dem besten Weg, ein verlässliches Instrument zu werden. Zusammen
mit einigen Vertriebsmitarbeitern und - mitarbeiterinnen, die erkannt
hatten, was in der EDV zu verändern ist, kam ich zu immer
verlässlicheren Datenbeständen und damit zu einem besseren
Steuerungseffekt. Einziger Störfaktor war die Achse zwischen Vertriebsleiter und
Fertigungsleiter, die gegen Monatsende stets Umsatz zu Lasten der Termintreue
betrieben und meine Planungen über den Haufen warfen. Dabei war das gar nicht nötig. Über die beruhigte Fertigung
und dem Anarbeiten von Abrufmengen für noch nicht getätigte Abrufe
konnten monatlich locker zwischen 250 bis 300 TDM Umsatz
zusätzlich ohne Produktionsumstellung generiert werden. Die
Umsatzzahlen stiegen von Monat zu Monat und das Wichtigste - die
Ergebnissituation - verbesserte sich überproportional.
Das gab meinem Vorgehen Recht.
Unverständlicherweise reklamierten auf dieser Erfolgswelle ausgerechnet
die beiden
Bremser die Ergebnisse für sich und stellten meine positiven
Steuerungsfaktoren infrage. Dr. Freund, der glaubte, die
Ergebnissituation sei auf seine geniale Führungsqualität
zurückzuführen, wollte auch etwas vom Erfolgskuchen abhaben. Da ich
das grotesk fand, behandelte ich sie alle wie Trittbrettfahrer und
machte meine erfolgreichen Steuereffekte geltend. Das konnte auf Dauer
nicht gut gehen!
Erfolg macht manchmal überheblich!
Ein Schild an meinem Büro bezeichnete es - wie bereits erwähnt - als "Denklabor".
Meine Art zu diskutieren war zunehmend von Überheblichkeit geprägt.
Gelegentlich ertappte ich mich beim Schulmeistern. Meine Kontrahenten,
die schon lange keine Teammitglieder mehr waren, bildeten zunehmend eine
Allianz und fühlten sich enorm bedrängt. Sie unternahmen
allerdings keine offenen Aktionen gegen mich, weil sie sich wohl selbst nicht
ganz sicher waren, wie stark mein Einfluss auf das Ergebnis war. Mit
kleinen Nadelstichen wurde ich nun traktiert. Einer dieser Nadelstiche
war die Tatsache, dass auf den reservierten Firmenparkplätze, die wegen
eines Bauvorhabens deutlich reduziert werden mussten, für mich kein
Platz mehr war. Die unerträgliche Parksituation führte dazu, dass ich
von diesem Zeitpunkt an mit dem Omnibus zur Arbeit fuhr. Angesichts
meiner enormen Überstunden war dieser zeitliche Mehraufwand eine
Verschärfung. Meine Verärgerung war kaum noch zu steigern. Nun begann
eine neue Phase. Viele Aktionen sprach ich nur noch direkt mit den
Meistern und Vorarbeitern sowie den Vertriebsmitarbeitern ab, ohne die
drei Looser, wie ich sie bezeichnete, zu informieren. Der Erfolg hatte
sich von der Führung abgekoppelt und war zu meinem eigenen Baby
geworden. Erfolg ohne Führung - nur durch Steuerung - das stellte die
Führung infrage!
Das schrie förmlich nach einem
Baueropfer!
|
|
Der
Rausschmiss
Es
geschah an einem Freitag und ohne Vorwarnung. Meine Planungen liefen auf
vollen Touren und ich hatte eine Sechzigstundenwoche fast hinter mir.
Nach der Mittagspause kam Dr. Freund wie an jedem Tag vorbei und
bat mich, um 15 Uhr 30 bei ihm vorbei zu kommen, denn er hätte etwas
mit mir zu besprechen. Es waren keine Anzeichen irgendeiner Eskalation
zu spüren.
Zum vereinbarten Zeitpunkt betrat ich
das Büro von Dr. Freund, der kreidebleich bereits am
Besprechungstisch saß und ein kleines Zettelchen in Händen hielt. Ich
nahm Platz und schaute in ein völlig leeres Gesicht, das die Farbe von
blassem Hartkäse hatte.
Dr. Freund ergriff das Wort und
sagte, dass das, was er mir jetzt sagen müsse, nicht mehr zu ändern
und fest beschlossen sei. Er werde das Auftragszentrum auflösen und der
Produktionsleitung zuordnen. Diese Maßnahme sei notwendig, da ich nicht
teamfähig sei und den Betriebsablauf störe. Außerdem sei bereits
geklärt, dass für mich im gesamten Konzern kein geeigneter Arbeitsplatz
mehr wäre und man sich von mir trennen müsse.
Starker Tobak! So stark, dass ich
momentan gar nichts sagen konnte. Daraufhin begann er mit
Erklärungsversuchen, indem er sagte, meine Kollegen wollten nicht mehr
mit mir zusammenarbeiten. Es täte ihm ja auch leid, aber er sei in
einer ausweglosen Situation und ich müsse dafür Verständnis haben.
Wenn ich nichts dagegen hätte, so würde er jetzt die Personalabteilung
hinzuziehen. Er griff zum Telefon und meldete kurz : "Er weiß es
jetzt!", worauf die Tür aufging und die Personalchefin erschien.
Die Allerweltsjuristin mit dem Aussehen einer alten Jungfer kam mit leicht schräg gestelltem Kopf und
der für solche Situationen bereitgehaltenen Leichenbittermiene auf
mich zu mit den Worten: "Ist das nicht schlimm?", ohne mich
erst einmal zu begrüßen. Ich antwortete nur: "Wenn Sie das auch
so sehen...!?"
Dieser kurze Wortwechsel entsprach der
ganzen Situation und den beteiligten Personen. Ein Bereichsleiter, der
unter großem Druck eine Entscheidung fällt, die für ihn
wahrscheinlich weittragende Folgen haben würde, ein Personalknecht, der
den Akt umsetzen soll und ein Betroffener, der sich gründlich
verkalkuliert hatte. Eine Situation, in der keiner der Personen imstande
war, ein Minimalprofil zu entwickeln, um den Spuk mit Anstand zu
beenden.
So langsam glaubte ich,
in einem schlechten
Film zu sein, denn sie verschlimmerte ihre erste Feststellung um den
Nachsatz: "...wo Sie doch in drei Monaten Ihr 25-jähriges
Jubiläum feiern! Ihre Prämie bekommen Sie aber noch!" Sie
wiederholte nochmals die bereits getroffene Feststellung, dass im
gesamten Konzern keine Verwendung für mich sei und sie sich redlich um
eine Lösung bemüht hätte. In den nächsten Tagen würde sie mir meine Abfindung
ausrechnen und - ob ich noch Fragen hätte.
Natürlich gab es einen ganzen Berg
von Fragen, aber ich war einfach sprachlos. Ich hatte nur noch einen
Wunsch, nämlich schnell weg von hier zu kommen. So kam mir der
Vorschlag von Dr. Freund auch sehr gelegen, ich solle jetzt doch erst
einmal ins Wochenende gehen und am Montag würden wir alles Weitere
besprechen. So stand ich auf und ging.
Bis heute weiß ich nicht, wie ich
nach Hause gekommen bin. Sicher - mit dem Bus - aber ohne jede
Erinnerung daran. Meine ganze Welt stand Kopf und nichts war mehr im
Lot. Was war nur geschehen?
Dr. Freund hatte sein
Bauernopfer gefunden und sich mit dem Schlachten der dominantesten
Person seines Einflussbereiches die längst verspielte Autorität beim
Rest der Dreierbande wiedererlangt.
|
|
Schadensbegrenzung
Was
war am Freitag nur geschehen? Die Sache wurde am Wochenende zum
Albtraum. Meine Frau begriff überhaupt nicht, was geschehen war.
Monatelang lag sie mir bereits in den Ohren mit ihren Vorwürfen, dass
ich es mit der Arbeit übertreibe - und nun das!
Auf der Suche nach Erklärungen
erörterten wir alle Facetten des Themas und kamen immer wieder zum
Schluss, dass der Rausschmiss eine völlig überzogene Angelegenheit
war. So langsam erinnerte ich mich an einige Nebensätze von Dr.
Freund, die ich zunächst verdrängt hatte. Da war die Rede von den
Beiden, die ihn vor die Alternative gestellt hätten "Der oder
Wir!". Was machte die beiden Looser so stark? Bei jeder passenden
Gelegenheit hatte er mir immer wieder erklärt, wie unfähig sie seien
und dass mein Einfluss die Firma vor Verlusten bewahre, die auf das
Konto der Beiden gingen. Mir gingen die absonderlichsten Gedanken durch
den Kopf. Was wussten sie über Dr. Freund, was ich nicht wusste?
Hatten sie ihn irgendwie in der Hand? Jetzt fiel mir auf, dass auch ein
anderer Stratege, Dr. Wanderer, auf ungewöhnliche Art von ihm
profitierte, als er praktisch über Nacht vom Schaumschläger in der
Entwicklung zum Leiter einer recht großen Einheit innerhalb des
Konzerns avancierte. Kauft man sich so von unbequemen Mitwissern frei?
Manchmal waren Bemerkungen über den Junggesellen Dr.
Freund gefallen, die ich nie
ernst genommen hatte. Gab es hier doch einen Zusammenhang? Bis zum
heutigen Tag verwerfe ich jeden Gedanken an einen möglichen
Zusammenhang, weil mir die Konsequenz zu ungeheuerlich erscheint.
Trotzdem wäre es eine plausible Erklärung für derart starke
Reaktionen.
Bereits an diesem Wochenende fasste
ich den Entschluss zum Kampf gegen den Rest der Welt und ließ den
Montag auf mich zu kommen. Wie immer war ich bereits um 7 Uhr im Büro
und setzte meine Arbeit in gewohnter Weise fort. Noch vor 8 Uhr suchte
mich Dr. Freund auf und es war ihm anzusehen, dass auch er ein
unruhiges Wochenende hinter sich hatte. Er meinte, ich solle doch erst
einmal so weitermachen, wie bisher, weil meine Arbeit so überaus
wichtig und nutzbringend sei. Meine Frage, ob er das Rad jetzt wieder
zurückdrehen wolle, verneinte er entschieden. Es war ihm anzumerken,
dass ihm an diesem Tag noch ein schwerer Gang bevorstand. An jenem
Montag fand die regelmäßig stattfindende Geschäftsleitungssitzung
statt, auf der er sicher seine Maßnahme erläutern musste.
Mein direkter Mitarbeiter Lauer und
einige andere Mitarbeiter verhielten sich total verändert und
intensivierten deutlich ihre Beziehungen zu Fertigungsleiter Winter, der
ihr zukünftiger Vorgesetzter werden sollte. Lauer machte auf mich den
Eindruck des Judas, der seinen Herren bei jeder passenden und
unpassenden Gelegenheit verriet. Mein Gebilde wurde zunehmend löchrig
und die Auflösungserscheinungen waren bereits in den ersten Stunden zu
erkennen. Es bestand kein Zweifel, dass Lauer und andere Mitarbeiter an
jenem Freitag bereits wussten, was passieren würde. Keiner hatte mich gewarnt.
Alle Loyalitätsbekundungen der Vergangenheit stellten sich als Phrasen
heraus, die keinem Sturm standhielten. Von diesem Tag an wurde ich in
"meiner" Firma zum einsamsten Menschen der Welt. Alle mieden
mich und orientierten sich hin zur neuen Macht. Das Bauernopfer zeigte
Wirkung.
Kurz vor der Mittagspause des Montags
suchte mich der Nachfolger von Dr. Wanderer auf, der anlässlich
der Geschäftsleitungssitzung von meinem Schicksal erfahren hatte. Mit
großer Bestürzung hätten er und seine Kollegen von der absolut
unverständlichen Maßnahme erfahren, die von ihnen als wahnwitzige Tat
kollektiv verurteilt worden sei. Es sei allerdings auch eine goldene
Grundregel des Managementes, eine solche Entscheidung zum Schutz der
Führungsperson nicht rückgängig gemacht werden könne. In diesem
Zusammenhang fiel das erste Mal der Begriff "Bauernopfer".
Man suche jetzt nach einer Lösung im Zusammenhang mit der
Wiedereingliederung unserer Firma in die Aktiengesellschaft des
Konzerns, die unmittelbar bevorstand.
Mit diesen Eindrücken verbrachte ich
die ganze Woche, ehe ich mich entschloss, erst einmal in Urlaub zu
gehen. Die Notwendigkeit der Erholung war offensichtlich, denn ich bekam
nun gesundheitliche Probleme. Während ich tagsüber überaus wehrhaft
der Situation trotzte, bekam ich zuhause während der Ruhephasen merkwürdige
Krämpfe, die in der Brust wühlten und bei denen ich heftige Stiche beim Atmen
verspürte. Minutenlang konnte ich nicht durchatmen und kalter Schweiß
lief mir über Gesicht und Rücken. Die Krämpfe kamen mir jedes mal wie
eine Unendlichkeit vor. Mental merkte ich, wie ich mehr und mehr den
Boden unter den Füßen verlor. Alle Wertevorstellungen waren auf den
Kopf gestellt. Ich musste dringend ausspannen und Zeit zum Nachdenken
gewinnen.
Mit meiner Frau fuhren wir
kurzentschlossen auf einen Bauernhof nach Kärnten, der sich in über
1000 m Höhe befand und auf dem wir schon mehrere Urlaube verbracht
hatten. Die Bäuerin empfing uns sehr herzlich und begriff schnell, in
welcher Verfassung ich war. Äußerst liebevoll bekochte sie uns
während unseres gesamten Aufenthaltes, damit wir nicht unnötig Lokale
aufsuchen mussten. Sie war eigentlich der einzige Mensch, der verstand,
was mir fehlte. Die große Ruhe und die vielen ausgedehnten
Spaziergänge und Bergtouren ließen meinen Kopf immer klarer werden und
ich schöpfte neue Kraft. An einem herrlichen Sonnentag entschlossen wir
uns, nach Klagenfurt zu fahren. Klagenfurt hat die Altstadt für den
Autoverkehr gesperrt und wir mussten von einem außerhalb gelegenen
Parkplatz in die Stadt laufen. Anfänglich war ich noch mit den neuen
Eindrücken beschäftigt, merkte aber bald, dass irgendetwas nicht
stimmte. Plötzlich kamen alle Leute direkt auf mich zu gelaufen und aus
jeder offenen Tür eines Geschäftes glaubte ich, eine Gefahr zu
wittern. Als ich in einer der Gassen nach oben blickte - die Häuser
waren stockwerkweise überhängend gebaut, wodurch sich der Blick nach
oben verengte - bekam ich Panik. Ich glaubte, alles stürze auf mich
herunter. Unbewusst lief ich immer schneller und meine Frau hinter mir
her. Sie sah, dass ich schweißüberströmt war und wir gingen auf
dem kürzesten Weg zurück zum Auto. Als ich wieder den freien
Himmel über mir hatte, ging es mir langsam besser.
Damals erkannte ich noch nicht, dass
es sich um eine Angstattacke handelte, die mich nun zunehmend heimsuchen
sollten.
Irgendwann war der Urlaub herum und
ich musste wieder in die Firma. Dort waren infolge der
Wiedereingliederung bereits Auflösungserscheinungen zu
erkennen. Im Bereich der Verwaltung, also der Buchhaltung, dem Einkauf
und der kaufmännischen Leitung suchten die Mitarbeiter ihr Heil in
anderen Bereichen. Die Geschäftsleitung, die dem Treiben der
Personalabteilung tatenlos zusah, merkte plötzlich, dass der Ausverkauf
des Personals in der Verwaltung so große Löcher gerissen hatte, dass
die ordnungsgemäße Überleitung der GmbH in die AG gefährdet war. Der
komplette Bereich Materialwirtschaft und Einkauf war bis auf zwei
Personen verwaist. Genau diese Lücke bot man mir zum Schließen an -
eine Aufgabe für ein knappes Jahr.
Ich war damals vom unbändigen Willen
beseelt, allen Verantwortlichen tagtäglich zu zeigen, wie falsch mein
Rausschmiss und wie wertvoll mein Wissen und meine
Leistung war. Ein äußerst eitle Haltung, die ich aus heutiger Sicht
ablehne, aber zum damaligen Zeitpunkt als einziges Mittel zur
Selbstaufrichtung und Selbstheilung sah.
|
|
Zwischenspiel
Der Einkauf hat
mich wieder. Nachdem meine ursprüngliche Nachfolgerin auf dem Posten
des Einkaufsleiters ihre Aufgabe gegen einen "normalen"
Einkaufs-Sachbearbeiterposten innerhalb des Konzerns eingetauscht und
eine zweite jüngere Mitarbeiterin ebenfalls abgewandert war, übernahm
ich wieder den Einkauf an alter Wirkungsstätte. Mir waren noch zwei
Mitarbeiterinnen geblieben, die Mitarbeiterin, mit der ich die Abteilung
seinerzeit aufgebaut hatte und eine gerade ausgelernte Azubine, die noch
keinerlei Berufserfahrung hatte. In meinen alten Strukturen fühlte ich
mich nach wie vor zuhause und die Mengenarbeit infolge der
Personalreduzierung war mir keine Last. Schließlich hatte ich in den
vergangenen 1 1/2 Jahren ganz andere Arbeitspakete bewegt.
Nach kurzer Zeit kam jedoch das
Wiedereingliederungsprojekt hinzu, das sich auf die Migration der
Datenbestände von Nixdorf COMET nach SAP R/2 und die buchmäßige
Übernahme der Bestände konzentrierte. Hierzu wurde ein nach meinen
damaligen Vorstellungen riesiges Team von EDV-Fachleuten der
Konzernmutter gebildet, in dem ich als EDV-Spezialist einen festen Platz
einnahm. Wochenlang wurden die neuen Strukturen gebildet, nachdem ich
mehrere SAP-Lehrgänge besucht und die Vorbereitungen hierfür
abgeschlossen hatte. Eine besondere Schwierigkeit bestand darin, den
bisherigen EDV-Leiter, der sich perfekt in Nixdorf COMET auskannte,
jedoch mit SAP enorme Schwierigkeiten hatte, zur vernünftigen Mitarbeit
zu bewegen.
Langsam kam der Tag des Überganges näher und damit
auch der Tag des Jahresabschlusses. Seit vielen Jahren war ich bereits
sehr aktiv in die Bestandsführung und Bestandsbewertung eingebunden.
Durch den Weggang der wichtigsten Mitarbeiter in der Buchhaltung
konzentrierte sich ein großer Teil der Abschlussarbeiten auf mich. Ich
verband den Abschluss und den Übergang mit der Bereinigung der
Bestände, die ich nicht komplett überleiten wollte. Große Mengen
Materials hatten ihren Zweck verloren, da sich ein Teil des Geschäftes
verändert hatte. Hinzu kam ein Außenlager für Rohstoffe, in dem es
recht chaotisch zuging. Wenn es darum ging, verfahrene Dinge wieder
hinzubiegen und gründlich aufzuräumen, dann war ich grundsätzlich in
meinem Element.
Mit dem Übergang, der absolut reibungslos vonstatten
ging, kam auch die neue Zuständigkeit der übergeordneten
Konzerneinkaufsfunktion für den einzugliedernden Bereich. Die Aufgabe
wurde kommissarisch an die örtliche Einkaufsstelle des Standortes
vergeben. Der seit vielen Jahren von mir als in der Arbeitsweise
rückständig und absolut von der Zentrale abhängig angesehene
Einkaufsbereich sollte meine zukunftsorientierte und fortschrittliche
Arbeitsweise fortführen. Qualitätssicherung zum Beispiel - hier
auf bereits sehr hohem Niveau - war dort noch in den Anfängen. Man war
gerade dabei, unsere Qualitätssicherungsmodule abzuschreiben und zu
modifizieren. Auf meinen Wunsch wurde ein junger Einkäufer, zu dem ich
einen persönlichen und privaten Draht hatte, mit der Aufgabe betreut,
wodurch sich der Übergang relativ reibungslos vollzog.
Das kurze Jahr war schnell um und ich war für neue
Aufgaben frei. Umso näher der Zeitpunkt kam, umso unruhiger wurde ich.
Plötzlich ergriff die Angst wieder Besitz von mir. Die
Personalabteilung tat absolut nichts für mich und ich war auf mich
selbst angewiesen. Darüber hinaus war man mir gegenüber nicht mehr in
der Pflicht, mir etwas anderes anbieten zu müssen, weil ich ja dem
befristeten Übergangsjob zugestimmt hatte. Nach meinen Informationen
war der Geschäftsbereich, in den der Dr. Wanderer als
Bereichsleiter "abgewandert" war, in einer nur mäßig
organisierten Struktur im Bereich der Fertigungsorganisation und
Steuerung. Das wäre ein weites Betätigungsfeld für mich gewesen. Also
sprach ich ihn an, worauf ich eine höhnisch-zynische Ablehnung bekam.
Irgendwie war das ja auch zu erwarten, denn zwischen uns hatte die
"Chemie" noch nie gestimmt. Im Nachhinein hätte ich mir
selbst wohin treten können, denn ich hatte in meiner Notsituation glatt
meine Menschenkenntnis außer acht gelassen. Wo waren noch Personen, die
mir helfen konnten?
Einer der Zentraleinkäufer der Konzernmutter machte
mich auf eine zu besetzende Stelle in Materialwirtschaft und Einkauf
aufmerksam, die in einem neu übernommenen Werk für
Futtermitteladditive in der Slowakei existierte. Tagelang ging ich mit
der Idee schwanger. Schließlich siegte meine Bodenständigkeit und
meine Sesshaftigkeit, weshalb ich die Idee verwarf. Vielleicht spielten
im Unterbewusstsein auch meine Angstattacken eine Rolle, von denen
in der Firma kein Mensch wusste und die mir privat und beruflich starke
Probleme bereiteten. Nach meinem "Rausschmiss" suchte ich neue
Werte und fand sie im engsten Familien- und Bekanntenkreis sowie im
Verein. In der Gemeinschaft ist man stark - oder nicht so schwach. Diese
Geborgenheit wollte ich jetzt nicht gegen eine Mission in einem mir
fremden Land und mit fremden Leuten eintauschen.
Meine Frau riet mir, mich doch an den früheren
Geschäftsführer und jetzigen Leiter des zweiten Standortes in unserer
Region zu wenden, mit dem mich damals eine besonders enge und gute
Zusammenarbeit verband. Mein Anruf hatte auf Anhieb Erfolg. Er hatte
inzwischen schon von den Vorgängen um meine Person gehört und
ebenfalls schon in Erwägung gezogen, mich anzusprechen. Da er meine
Arbeit und meine Person sehr schätzte, ordnete er kurzerhand an, dass
ich von seinem Standort übernommen würde und er sich umgehend auf die
Suche nach einem geeigneten Aufgabengebiet begeben werde. Es gab wieder
neue Hoffnung!
|
Rehabilitation
Noch ehe ich
den neuen Standort betreten hatte, kam es zu einem Kontakt mit dem
Geschäftsgebietsleiter, der meinen alten Firmenbereich bei der
Eingliederung aufgenommen hatte. Der Standortleiter hatte mich ihm
empfohlen, worauf er mich kurzentschlossen zu einem Gespräch einlud.
Wir kannten uns bereits aus der Zeit, in der er noch Leiter der
zentralen Beschaffung - also mein höchster Fachvorgesetzter war. Obwohl
mich meine Angstattacken wieder ergriffen hatten, verlief unser
Gespräch sehr ruhig und harmonisch. Er wollte in allen Einzelheiten
wissen, wie ich in die missliche Lage gekommen war und zog daraus
seine Schlüsse. Wahrscheinlich war es meine positive Geisteshaltung und
die konstruktive Sicht der Dinge, die ihn überzeugten.
Er unterbreitete mir den Vorschlag, mich in der
völlig neu zu konzipierenden Stelle der Konzernlogistik zu integrieren.
Hierzu solle ich ein Gespräch mit dem dafür vorgesehenen Leiter
führen, der jedoch noch als Einkäufer in der Zentrale fungiere. Wir
kannten uns ebenfalls und es war für mich kein Problem, auch hier zu
überzeugen. Somit hatte ich die neue Aufgabe, die darin bestand, meinen
Vorgesetzten mit Insiderwissen zu versorgen und Optimierungskonzepte zu
entwickeln. Waren die SAP-Schulungen erst der Beginn des
Weiterbildungsreigens, so kam nun das Einleben in einen riesigen
Standort mit seinen komplizierten Strukturen hinzu. Mein Wissen baute
ich innerhalb kurzer Zeit stark aus und die Logistik war Dank meiner
tatkräftigen Unterstützung von Anfang an sehr erfolgreich.
Nach drei Monaten wurde meine Abordnung zum
Geschäftsgebiet in eine feste Übernahme umgewandelt. Der Posten
von Dr. Freund wurde im Rahmen der Eingliederung praktisch
aufgelöst und er hatte als Leiter der Produktionstechnik keinerlei
Personal mehr. Der frühere Vertriebsleiter Heger fand sich
seiner Qualifikation entsprechen über Nacht in der englischen
Auslandsvertretung wieder, der sein ungeliebtester früherer Chef
vorstand. Und der frühere Produktionsleiter Winter war
inzwischen zusammen mit seinem früheren Vorarbeiter Geschäftsführer
des am alten Standort verbliebenen und nicht eingegliederten
Stanzbetriebes. Alle Betreibsteile arbeiteten übrigens exakt nach
meiner implementierten Steuerungsmethode bis ins Detail erfolgreich
weiter, was auch überall so gesehen wurde.
Ein Jahr später holte mich meine Vergangenheit wieder
ein bei der Untersuchung der einkäuferischen Betreuung, die beim
Standorteinkauf des Konzerns angesiedelt war. Ich entwickelte ein
Optimierungskonzept, das auf die Herauslösung der Einkaufsfunktion und
den Aufbau einer eigenen hochprofitablen Versorgungseinheit hinauslief.
Nach heftigem Machtkampf mit der Zentralen Beschaffung des Konzerns, den
ich mit sehr plausiblen Argumenten für mich entscheiden konnte, blieb
mir nichts anderes übrig, als die Aufgabe auch selbst wahrzunehmen. Was
jetzt folgte, war der systematische Aufbau eines unabhängigen
Einkaufes, der ausschließlich auf die Ziele der Ergebniseinheiten
ausgerichtet war und in höchstem Maße den Qualitätszielen entsprach.
Mit einem Bruchteil der bisher per Umlageverfahren belasteten Kosten
wurden "Schätze gehoben" und die kränkelnden
Geschäftsgebiete nachhaltig ergebnismässig verbessert, wie das vorher
noch nie der Fall war. Mit diesem Beitrag zum Erfolg des Unternehmens
widerlegte ich eindrucksvoll die These, für mich bestünde im ganzen
Konzern keine Verwendung mehr.
Meine Rehabilitation war praktisch abgeschlossen. Aus
dem Bauernopfer resultierte letztendlich ebenso wenig ein
langfristiger Vorteil für den Initiator, wie für die Auslöser der
Situation.
|
|
Fazit
Das Ende des
erzählten Erlebten könnte eigentlich versöhnlich stimmen und unsere
ach so heile Welt wieder zurechtrücken, wenn die Zeit stehen geblieben
wäre.
Auf dem neuen Höhepunkt angekommen, stellte ich
fest, dass ich fürchterlichen Raubbau mit meiner Gesundheit betrieb,
indem ich schuftete wie ein Tier. Das ist eigentlich noch nichts
ungewöhnliches, aber es war getrieben von der Angst, irgendeine von mir
nicht beeinflussbare Entscheidung könne zur Wiederholung der Ereignisse
führen. Zu diesem Zeitpunkt entschied sich der Konzern dafür, unsere
recht große Ergebniseinheit auszugliedern und später zu veräußern.
Es begann ein verzweifelter Kampf zwischen der Vision des eigenen
Börsenganges und dem schnörkellosen Verkauf ins Ungewisse. Meine
innere Stimme riet mir, den Turbulenzen mit all ihren zerstörerischen
Auswirkungen zuvor zu kommen. Der Ausweg hieß
"Altersteilzeit", also der geplante und gesteuerte Ausstieg
aus dem Berufsleben - eine sehr ungewöhnliche Lösung für Leute in
meiner Funktion.
Im Wissen um die besondere Qualität, mit der ich die
Aufgabe wahr nahm, aber auch im Hinblick auf den geplanten Börsengang,
wurde eine neue Führungskraft eingestellt, die die Dinge über meine
Zeit hinaus weltweit in die Fläche bringen sollte. Wohlwissend, dass
diese Führungskraft keinen blassen Schimmer von der effizienten
Versorgung eines derart heterogenen Unternehmens hatte, wurde sie mir
mit dem Auftrag vorgesetzt, das Metier möglichst umfassend zu
vermitteln. Daraus wurde eine Story, die mich das Ende meiner
beruflichen Laufbahn noch stärker herbeisehnen ließ.
Ich habe mir lang
überlegt, ob es der Stoff für eine separate Story sein könne. Ich bin
noch unschlüssig, denn das Ende dieser Story steht ebenfalls kurz
bevor. Man sollte sie erzählen, wenn sie endgültig abgeschlossen ist.
Hauptgegenstand könnte dann die systematische und mutwillige
Zerstörung meines letzten Lebenswerkes und einer Teamkultur sein, die
dramatisch und beschämend für ein Unternehmen ist, das sich mit
Unternehmensleitlinien schmückt, die täglich ad absurdum geführt
werden.
Das Geschilderte soll neben der bereits eingangs
erwähnten Lernfunktion auch eine Anklage gegen alle
gesellschaftsfeindlichen Ausbildungsprinzipien sein, die unsere
Strukturen bedrohen. Den pioniergleichen Aufbautypen mit Anstand und
Stil sind in den Chefetagen kaltschnäuzige, ausschließlich auf den
eigenen Vorteil bedachte Karrierehengste und -stuten gefolgt, die unser
Land zusammen mit den ähnlich strukturierten Politikern immer weiter an
den Abgrund bringen, weil sich dieser spezielle Zeitgeist immer weiter
zuspitzt. Imponiergehabe und gnadenloses Spiel mit der Existenzangst der
Untergebenen sind das Elixier, mit dem alles nachhaltig vergiftet wird.
Das ist die Welt, in der wir leben.
|
|
